

13 problèmes courants lors de la découpe de films plastiques soufflés
Les lames sont nécessaires pour convertir le film soufflé aux dimensions souhaitées. Ce texte se concentre sur les problèmes courants et leurs solutions lors de la découpe ou du refendage du film soufflé. Il passe en revue 13 problèmes courants rencontrés par les fabricants d'emballages souples. Il décrit également les réglages les plus courants que les opérateurs peuvent effectuer pour éviter les problèmes et optimiser la production.
Télécharger le PDF avec les lames Sollex pour l'industrie plastique
Les principales causes des problèmes de refendage et de découpe sont des lames émoussées ou mal affûtées. Des lames plus tranchantes offrent une plus grande efficacité lors de la découpe de tout type de matériau. Elles permettent d'obtenir une coupe plus nette, sans déchirure, ce qui se traduit par une plus grande efficacité, un rendement plus élevé et un produit final de meilleure qualité.
Pour en savoir plus sur les problèmes rencontrés lors du refendage et de la transformation de films soufflés contenant de nombreux additifs et charges minérales, et sur la manière de les résoudre, vous pouvez consulter l'article dédié « 7 défis du refendage de films soufflés avec des mélanges maîtres de charges ».
Contenu :
- Fente interrompue
- Qualité médiocre du tranchant
- Durée de vie réduite des lames
- Durée de vie réduite des lames - optimisez vos réglages
- Formation de poussière
- Film plastique déchiré
- Pas de séparation des rouleaux et pas de bourrage de matière devant la fente
- Bord du rouleau rugueux - Bord non droit - Anneaux de croissance annuels
- Ligne de section non droite et formation de filaments / « cheveux d'ange »
- Accumulation sur les bords pendant l'enroulement
- Le bord de la lame présente des bavures et des bosses
- Écailles sur le tranchant après affûtage
- Mauvaise manipulation, emballage et stockage des couteaux et des lames
- Recommandations Sollex pour les lames destinées aux machines de soufflage à grande vitesse
1. Fente interrompue
Il est extrêmement important d'éviter les fentes interrompues lors de la production de films soufflés et de feuilles. Les coupes interrompues sont généralement causées par des lames endommagées ou un angle de coupe incorrect. Un faux rond de la lame inférieure ou une faible pression de contact latérale peuvent également entraîner des coupures interrompues. L'affûtage professionnel des lames est un processus répétitif dans lequel quantité et qualité vont de pair. Une plus grande quantité conduit généralement à une meilleure qualité. Achetez et affûtez donc les lames demachine votre par lots, vous obtiendrez ainsi une qualité plus constante.
2. Qualité médiocre du tranchant

Une qualité médiocre du tranchant peut être le résultat d'une mauvaise qualité des lames ou de réglages incorrects pendant le processus de découpe. Une lame émoussée ou burinée, ou encore une lame mal affûtée, entraînera des tranchants de mauvaise qualité. D'autres causes peuvent être des couteaux décalés, des vibrations des lames ou un mauvais guidage de la bande. Une pression latérale trop élevée ou un angle de cisaillement incorrect sont également des causes de détérioration des tranchants.
Par conséquent, si vous constatez une détérioration de la qualité du tranchant, commencez par remplacer les lames. Si la qualité du tranchant s'est améliorée, vous pouvez choisir une lame présentant de meilleures caractéristiques (par exemple avec un revêtement différent ou fabriquée dans un matériau différent). Si la cause est liée aux vibrations de la lame, essayez d'utiliser une lame ou un couteau légèrement plus épais. Le passage d'une lame de 0,13 mm à 0,20 mm peut avoir une incidence significative sur les vibrations de la lame, même si, en général, il est préférable d'utiliser une lame aussi fine que possible. Les vibrations modifient l'angle de coupe. Il convient donc d'éviter les vibrations de la lame et de l'équipement.
3. Durée de vie courte de la lame - testez d'autres lames

L'acier est un matériau relativement tendre qui ne résiste pas à une usure abrasive à long terme. Un acier de mauvaise qualité réduit la durée de vie de la lame, car le tranchant s'use rapidement. De nombreux facteurs influencent l'usure abrasive et la manière dont le matériau de la lame est éliminé. Des fragments du tranchant de la lame se détachent, générant de petites fractures dans le tranchant. Tout comme le meulage, le grain du film use le tranchant de la lame. Plus le film contient d'additifs abrasifs, plus la lame s'use rapidement.
Le métal dur et la céramique sont beaucoup plus durs que l'acier et peuvent être utilisés pour protéger le tranchant ou fabriquer des lames qui résistent beaucoup mieux à l'usure abrasive que l'acier. Un client de Sollex qui a converti son processus avec un film contenant de la craie blanche a démontré la durabilité des revêtements en métal dur et en céramique. Une lame de rasoir normale a duré 20 minutes. La même lame avec un revêtement céramique Sollex a duré 2 semaines. Différents matériaux de bande nécessitent différentes lames. Cependant, il est possible d'avoir des lames à haute performance et longue durée de vie.
Les changements de matériaux entraînent une usure abrasive différente de la lame. Différents films usent la lame de différentes manières. Un film laminé avec du PP, du PE, du PET et des additifs tels que le titane (TiN) use presque toutes les lames. Un client de Sollex a rencontré ce problème avec ce film jusqu'à ce qu'il découvre 5V. Une lame de refendage haute performance, en métal dur et durable qui résiste à l'usure abrasive. Il existe une lame adaptée à chaque usage.
4. Durée de vie courte des lames - optimisez vos réglages
Une force de contact latérale trop élevée ou un angle de cisaillement trop important peuvent également être à l'origine d'une durée de vie réduite des lames. Les vibrations de l'équipement peuvent endommager la lame et être la cause principale d'une durée de vie réduite.
Pour les lames supérieures et inférieures, un chevauchement trop important ou des lames inférieures trop longues réduisent considérablement la durée de vie de la lame. De plus, il est important que les vitesses axiales des lames supérieures et inférieures soient identiques à celles de la bande de matériau. Enfin, des lames réaffûtées de manière incorrecte peuvent également nuire à la qualité de coupe et à la durée de vie de la lame. Pour en savoir plus sur ce sujet, consultez l'article de blog Méthodes de refendage pour couper des matériaux en bande : cisaillement, écrasement et refendage au ras.
5. Formation de poussière

Les lames de rasoir industrielles haute performance offrent une coupe plus nette des matériaux en bande que les lames supérieures et inférieures. Des coupes plus nettes réduisent la présence de particules de poussière entre les couches de film, ce qui se traduit par un produit final de meilleure qualité.
Les lames de rasoir offrent une qualité de refendage inférieure dans la production de films plastiques soufflés. La poussière est le facteur de production le plus désagréable pour les fabricants de films. Même si vous utilisez une lame de rasoir, vous pouvez obtenir de la poussière. Chaque film est unique et nécessite une lame précise pour être coupé. Par exemple, un film blanc coupé avec une lame de rasoir ordinaire peut produire de la poussière, comme le montre cette image.
La photo montre un film blanc coupé à 250 m/min. Mais le même film coupé avec une lame Sollex-K (lame revêtue de céramique) ne produit presque pas de poussière et peut être coupé à 350 m/min. Nous avons constaté que la formation de poussière avec des lames de rasoir est liée à l'épaisseur de la lame, à sa topographie et au frottement du tranchant.
Lorsque vous utilisez des lames circulaires en haut et en bas, les lames supérieures émoussées ou mal affûtées sont les plus susceptibles de provoquer la formation de poussière. Des paramètres tels que le chevauchement excessif des lames ou l'angle de coupe doivent également être pris en compte pour réduire la poussière. Enfin, un guidage instable de la lame est un facteur courant dans la formation de poussière pendant la coupe. Assurez-vous que les guides de lame sont fixes et solides afin qu'aucune poussière ne soit générée.
6. Film plastique déchiré

Il est relativement courant pour les fabricants de films de déchirer le film au lieu de le couper ou de le fendre. Un film déchiré est inutilisable, il est donc impératif pour les fabricants d'emballages souples d'éviter les déchirures. La bande de matériau se déchire généralement au point d'intersection.
Nous avons identifié plusieurs causes possibles pour ces déchirures. Dans le cas des lames de rasoir, les déchirures apparaissent lorsque la topographie du tranchant de la lame affecte la bande. Une lame optimisée pour le refendage de films à base de craie blanche peut déchirer un film fin et étiré à grande vitesse. À l'inverse, une lame conçue pour les films étirables peut s'avérer inefficace pour le refendage de films contenant des additifs blancs.
Pour les lames supérieures et inférieures lors du refendage par cisaillement, le film se déchire lorsqu'il y a un décalage entre les lames supérieures et inférieures, ce qui signifie qu'elles sont mal réglées pour une coupe tangentielle. Une autre possibilité est que le chevauchement des lames est trop important. Bien que cela ne soit pas strictement lié au processus de refendage, une mauvaise guidage de la bande ou le besoin de régler la bande de déchets d'échappement sont des causes très courantes de déchirures.
7. Absence de séparation des rouleaux et bourrage de matière devant la découpe
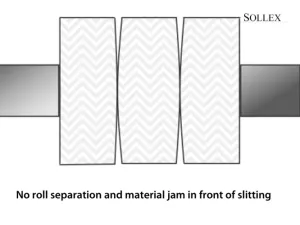 Une conséquence grave possible de la déchirure du matériau peut être l'absence de séparation des rouleaux. En gros, la bande de matériau ne se sépare pas car la déchirure recolle le film en raison de l'attraction électrostatique.
Une conséquence grave possible de la déchirure du matériau peut être l'absence de séparation des rouleaux. En gros, la bande de matériau ne se sépare pas car la déchirure recolle le film en raison de l'attraction électrostatique.
D'autres raisons peuvent expliquer la non-séparation des rouleaux, comme des outils de guidage endommagés ou une tension trop élevée de la bande. Comme toujours, pour séparer correctement les rouleaux, la bande doit être guidée ou soutenue au point d'intersection. Un bourrage de matériau devant la zone de refendage et la séparation des rouleaux peuvent être le résultat d'une avance trop lente de la lame inférieure.
8. Bord de rouleau rugueux - Bord non droit - Anneaux de croissance annuels
 Une autre conséquence de la déchirure peut être un bord de rouleau irrégulier. L'enroulement couche après couche d'un bord de rouleau rugueux ressemble davantage à des anneaux de croissance absurdes sur un arbre coupé qu'à un CD. Là encore, le frottement du bord de la lame et le type de matériau jouent un rôle important. Il est donc essentiel de disposer des lames adaptées à l'application spécifique. Les anneaux de croissance lors du refendage de films plastiques étirables peuvent également être causés par une tension irrégulière du matériau ou un arbre desserré.
Une autre conséquence de la déchirure peut être un bord de rouleau irrégulier. L'enroulement couche après couche d'un bord de rouleau rugueux ressemble davantage à des anneaux de croissance absurdes sur un arbre coupé qu'à un CD. Là encore, le frottement du bord de la lame et le type de matériau jouent un rôle important. Il est donc essentiel de disposer des lames adaptées à l'application spécifique. Les anneaux de croissance lors du refendage de films plastiques étirables peuvent également être causés par une tension irrégulière du matériau ou un arbre desserré.
Un bord rugueux du rouleau, un bord non droit ou, plus communément, des anneaux de croissance annuels créent une tension électrostatique entre les rouleaux de film. Placés ensemble sur la palette, ces tensions peuvent agir comme de la colle, rendant impossible pour votre client de séparer les rouleaux. En conséquence, votre client peut se plaindre de la qualité ou trouver la livraison inutilisable.
9. Ligne de section non droite et formation de filaments / « cheveux d'ange »
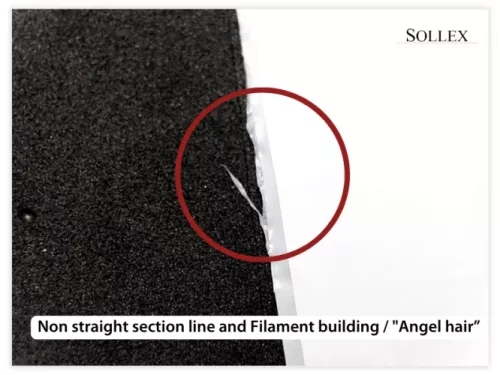

Des lignes de section non droites peuvent apparaître lors de l'utilisation de lames supérieures et inférieures. Les lignes de section non droites sont généralement le résultat de lames desserrées ou d'une lame inférieure usée. Assurez-vous que l'équipement de coupe est correctement fixé et que les lames inférieures sont affûtées ou neuves.
Les « cheveux d'ange » sont un signe évident que le processus de découpe ne fonctionne pas correctement. Recherchez les vibrations et surveillez le fonctionnement des couteaux supérieurs et inférieurs. Il est peut-être temps de les remplacer ou de les affûter. Si ce scénario se produit souvent, vous pouvez envisager une conception de lame différente pour que cela fonctionne.
10. Accumulation de résidus sur les bords lors de l'enroulement
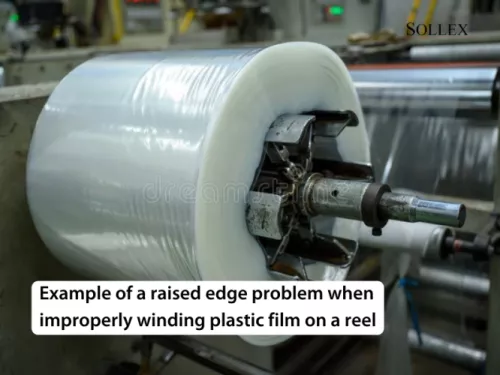
Les lames de rasoir industrielles optimisées permettent d'obtenir des coupes nettes. Des lames de mauvaise qualité peuvent provoquer des ondulations sur le bord du matériau coupé. Lorsque la bande est enroulée, les ondulations se superposent et forment un bord roulé. Cela provoque une accumulation de matière sur le bord. Les films présentant une accumulation de matière sur les bords sont souvent considérés comme inutilisables, car ils sont très difficiles à dérouler.
Si vous constatez une accumulation sur les bords lorsque vous utilisez des lames supérieures et inférieures, il peut être judicieux d'essayer d'utiliser des lames de rasoir à la place. Comme les lames supérieures et inférieures fonctionnent à des vitesses de coupe élevées, elles produisent des coupes de mauvaise qualité. La coupe avec une lame de rasoir sera plus nette.
Si les lames de rasoir industrielles créent une accumulation de bords sur la bande de matériau, il est recommandé de vérifier d'abord la direction de la bande et de s'assurer que la feuille est légèrement tendue contre la lame de coupe. Veillez également à ce que la tension du matériau soit constante et que les arbres soient fixés. Après avoir vérifié les réglages du processus de refendage, l'étape suivante consiste à tester des lames de différentes épaisseurs. En règle générale, il est recommandé d'essayer des lames plus fines et plus épaisses afin de constater les améliorations ou les détériorations. Par exemple, si vous utilisez une lame de rasoir de 0,20 mm, testez l'effet d'une lame de 0,13 mm ou 0,30 mm sur la découpe et l'accumulation de bords. Ainsi, pour les films étirables fins à grande vitesse, essayez les lames 2-013-Z, 2-020-Z ou 2-030-Z. Pour les films contenant des additifs blancs tels que la craie, essayez les lames 2-013-K, 2-020-K ou 2-030-K. Pour les films multicouches épais contenant des couches de polypropylène (PP), de polyamide et d'élastomères (TPE), nous avons constaté que notre lame 2-020-V fonctionne bien pour éviter l'accumulation sur les bords. De même, lorsqu'il s'agit d'ajouter des couleurs, la lame 2-020-X fonctionne bien pour le refendage dans les zones imprimées tout en minimisant l'accumulation sur les bords.
Vérifiez quelle solution offre le moins d'accumulation sur les bords, puis répétez l'opération.
11. Le tranchant de la lame présente des bavures et des bosses
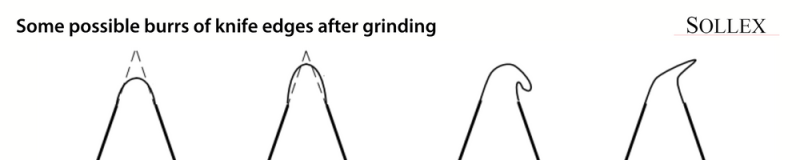
Les bavures et les bosses sont les pires preuves d'une qualité insuffisante de la lame. Elles indiquent que le processus de fabrication de la lame est défectueux. Sinon, le lot est inutilisable. Les bavures sont des résidus de matériau (probablement de l'acier, mais il peut s'agir de céramique ou de métal dur) qui n'ont pas été éliminés lors du dernier et plus fin meulage de la lame. Les bosses sont de petites fissures dans la lame qui indiquent que celle-ci a été endommagée. Si le tranchant de la lame présente des bavures et des bosses, il est temps de changer les lames.
Il existe un moyen très efficace de vérifier si les lames présentent des bavures et des bosses. Prenez deux lames et faites-les glisser lentement bord à bord. Vous sentirez directement les bavures et les bosses. Vous pouvez également éclairer le bord pour voir les différences spatiales.
12. Mauvaise qualité de réaffûtage - Écailles sur le tranchant après affûtage
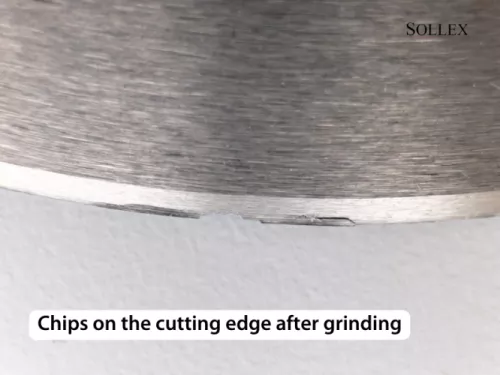
Des outils de refendage émoussés peuvent provoquer la pénétration de la bande de matériau entre les lames supérieure et inférieure. Le réaffûtage est donc un travail sérieux et professionnel. Pour les lames circulaires haute performance, vous avez besoin d'un réaffûtage de très bonne qualité et d'un professionnel de confiance. L'idéal est de confier le réaffûtage au fabricant d'origine. Vous obtiendrez ainsi un réaffûtage aussi proche que possible de la lame d'origine. Le réaffûtage modifie les angles et réduit le diamètre. La conception et les performances de la lame changent donc. Un affûtage ou un réaffûtage incorrect ou de mauvaise qualité peut entraîner une pression de contrôle latéral trop faible. De plus, un réaffûtage incorrect peut entraîner des éclats, des bosses et des bavures sur le tranchant.
13. Mauvaise manipulation, emballage et stockage des couteaux et des lames
Une mauvaise manipulation des couteaux tranchants est probablement aussi néfaste pour les lames que leur usure. L'emballage et le stockage sont donc extrêmement importants pour la durabilité des lames longues. Selon la conception, la taille et la quantité, il existe de nombreuses options d'emballage pour les couteaux et les lames. Avec une manipulation et un emballage appropriés, les lames peuvent être conservées très longtemps.

Un emballage de qualité pour les lames doit:
- Protéger l'utilisateur
- Protéger la lame contre les dommages
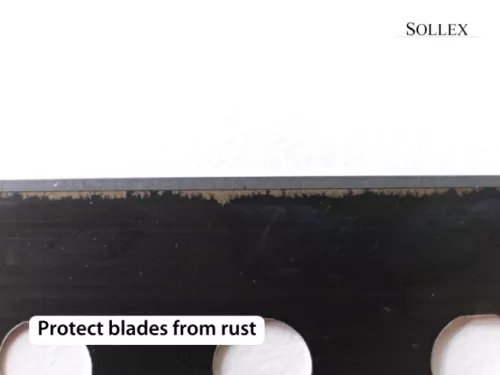
- Protéger la lame de la rouille
L'acier finit par se corroder. Bien que l'acier inoxydable résiste à la rouille, il peut tout de même se corroder avec le temps. Une lame doit être lubrifiée pour éviter la corrosion. La deuxième étape consiste à l'envelopper dans du papier protecteur. L'utilisation d'un vide d'air est une troisième tactique pour empêcher l'oxygène d'atteindre l'acier. Le carton absorbant l'humidité, il est recommandé de l'utiliser comme deuxième emballage. Enfin, l'intérieur est protégé par une boîte extérieure en bois.
Maintenez une atmosphère régulée et peu humide dans tous les espaces où les lames sont conservées ou utilisées. L'humidité relative doit idéalement être inférieure à 50 %. Il est recommandé de maintenir la température entre 20 et 22 °C (68 et 72 °F).
Les lames industrielles Sollex sont toujours livrées bien huilées et emballées sous vide.
Vous trouverez ici la manière d'éviter la corrosion des couteaux et lames industriels des informations sur .
Pour en savoir plus sur les matériaux utilisés pour les lames industrielles, consultez l'article Présentation des matériaux utilisés pour les lames industrielles.
Recommandation de lames Sollex pour les machines de soufflage à grande vitesse
 Sollex est votre fabricant et fournisseur de lames industrielles. Nous sommes basés en Suède, en Europe, et travaillons exclusivement avec des couteaux et des lames. Nous proposons une large gamme de produits comprenant différentes lames de rasoir industrielles, telles que des lames de refente, des lames de rasoir à 3 trous, des lames de refente rondes à 3 trous, des lames d'injecteur et des lames de rasoir industrielles à double tranchant. De plus, nous avons de nombreux couteaux industriels en stock.
Sollex est votre fabricant et fournisseur de lames industrielles. Nous sommes basés en Suède, en Europe, et travaillons exclusivement avec des couteaux et des lames. Nous proposons une large gamme de produits comprenant différentes lames de rasoir industrielles, telles que des lames de refente, des lames de rasoir à 3 trous, des lames de refente rondes à 3 trous, des lames d'injecteur et des lames de rasoir industrielles à double tranchant. De plus, nous avons de nombreux couteaux industriels en stock.
Essayez les lames Sollex Zero Friction : Type Z pour les films minces étirés sans additifs. Pour les films contenant des additifs, tels que des pigments blancs, essayez les lames de type K. Une lame de base avec revêtement TiN de type T peut être utilisée dans une large gamme d'applications.
Le PP avec additifs (par exemple, le carbonate de calcium, qui le rend similaire au caoutchouc) est très agressif pour la lame. La découpe de ce type de film nécessite des performances et une durabilité extrêmes. La qualité Sollex V, telle que 5V, peut être utilisée dans les cas extrêmes. Le PP normal sans additifs devrait fonctionner avec les lames Sollex K et Z. Les lames C restent plus longtemps affûtées car elles sont auto-affûtantes. Cependant, la qualité C est également un peu fragile. Si vous avez besoin d'un produit intermédiaire entre V et K, la qualité Sollex X est un bon choix.
Consultez notre guide sur les qualités et les revêtements des produits ici.
Nos lames de rasoir de type industriel sont fabriquées en acier inoxydable de haute qualité avec différents revêtements sur le tranchant ou le côté des lames. Les lames Sollex sont disponibles en carbure de tungstène massif ou en céramique. Si vous ne trouvez pas la lame de rasoir que vous recherchez, Sollex est en mesure de fabriquer des lames de rasoir industrielles selon vos plans.
Téléchargez le PDF présentant les lames de refente Sollex pour l'industrie plastique
Contactez Sollex et nous serons heureux de vous fournir des échantillons afin que vous puissiez les tester sur votre chaîne de production. N'hésitez pas à nous contacter au +4635-15 75-00 ou à l'adresse info@sollex.se si vous avez des questions concernant nos lames de rasoir industrielles.
À propos de l'auteur Johan Falk est un expert en couteaux et lames et le PDG de Sollex. Vous pouvez le contacter directement au : 0046 708 744 786 ou à l'adresse johan@sollex.se. Pour toute question d'ordre général concernant les ventes, envoyez un e-mail à order@sollex.se ou appelez-nous au 0046 35 15 75 00.








 Sollex")