

Découpe par cisaillement: méthodes de découpe industrielles
Le refendage et le tronçonnage sont les premières méthodes envisagées pour transformer des matériaux flexibles laminés en différentes largeurs. Il existe généralement trois types de refendage : le refendage à lame, le refendage par cisaillement et le refendage par rainurage. Le refendage par cisaillement est connu pour sa polyvalence et sa capacité à fournir des coupes de haute qualité sur une large gamme de matériaux, notamment le papier, le carton, l'aluminium, le plastique, le caoutchouc, etc. Dans cet article, nous allons examiner de plus près le refendage par cisaillement.
Pour en savoir plus sur le refendage au rasoir et le refendage par rainurage, cliquez ici.
Contenu :
- Qu'est-ce qu'une machine à refendre ?
- Qu'est-ce que le processus de refendage par cisaillement ?
- Différence entre la découpe et le refendage
- Comment fonctionne le refendage par cisaillement
- Matériaux à traiter lors du refendage par cisaillement
- Refendage tangentiel vs refendage par cisaillement
- Avantages et inconvénients de la coupe par cisaillement
- Types de lames de refendage par cisaillement
- Choisir le bon profil de lame
- Lubrification
- Commander des lames de cisaille
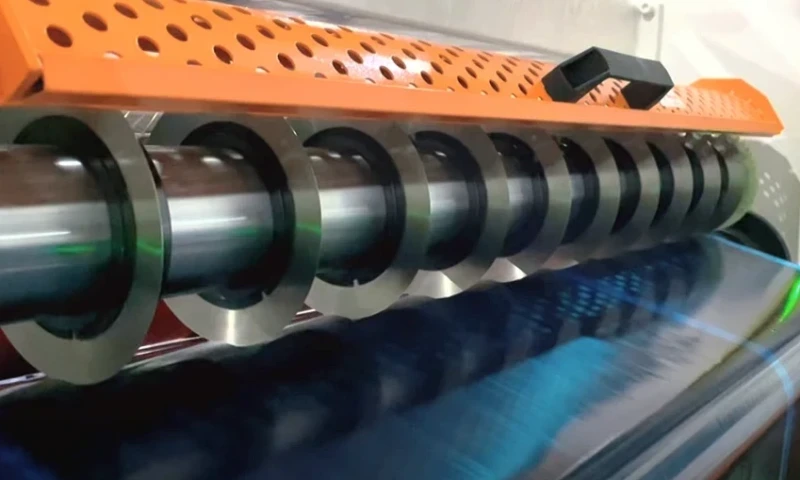
Découpe par cisaillement dans la transformation industrielle
Qu'est-ce qu'une machine de refendage ?
Les découpeuses-bobineuses sont largement utilisées dans diverses industries pour traiter des matériaux tels que le papier, le film, la feuille métallique, les emballages, les textiles, les non-tissés et bien d'autres encore. Une découpeuse-bobineuse est une machine de découpe industrielle utilisée pour découper des matériaux en rouleaux en rouleaux plus petits et les enrouler sur des bobines. La machine est équipée de lames circulaires ou de lames de rasoir qui coupent le matériau à la largeur souhaitée lors de son passage.
Les machines à refendre sont conçues pour couper différents matériaux, c'est pourquoi il existe les techniques de refendage suivantes : le refendage au rasoir à l'aide de lames industrielles minces, le refendage à la cisaille à l'aide de couteaux rotatifs (par exemple, des couteaux rotatifs supérieurs et inférieurs appariés) et le refendage par écrasement ou rainurage. Le refendage à la cisaille étant très performant à grande vitesse, il est le choix privilégié des transformateurs qui travaillent avec des machines à refendre et à rembobiner.
Différence entre la découpe et le refendage
Le refendage consiste toujours à couper la bande de matériau dans le sens de la longueur, tandis que la découpe consiste à couper à la fois dans le sens de la longueur et dans le sens de la largeur. C'est pourquoi la machine à refendre les rouleaux est appelée « refendeuse ».
Fonctionnement du refendage par cisaillement
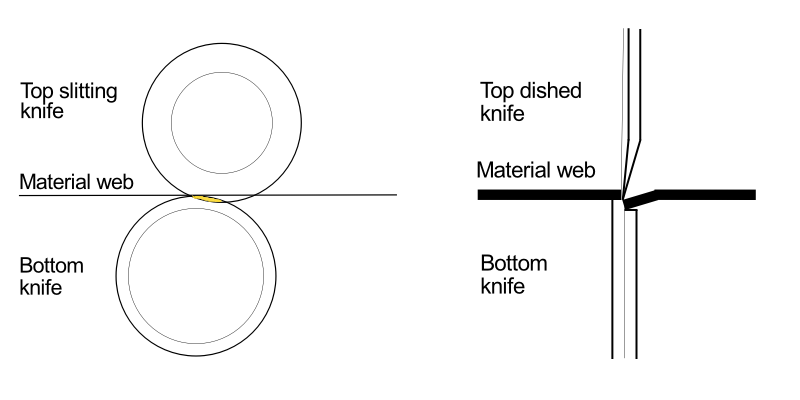
Le refendage par cisaillement utilise une paire de lames rotatives : une lame supérieure généralement en forme de cuvette, appelée lame mâle, et une lame inférieure, appelée lame femelle, qui créent ensemble un effet « ciseaux » rotatif sur la bande entrante.
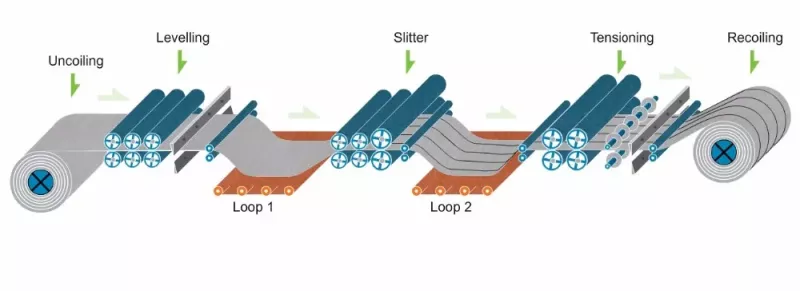
Lors du refendage par cisaillement, la machine à refendre est équipée de lames circulaires positionnées sur toute la largeur de la bande de matériau, qu'elles coupent en bandes plus étroites lors de leur passage. Les lames circulaires supérieures sont montées dans un support réglable. Les lames femelles sont montées sur un arbre rotatif. Lorsque la bande passe entre elles, le matériau est séparé proprement par l'action de cisaillement des lames qui se chevauchent. Ensuite, les bandes nouvellement coupées passent à travers des rouleaux qui les enroulent sur des bobines plus petites.
Imaginez que vous tenez une paire de ciseaux et que vous coupez une feuille de papier. Le même principe s'applique au refendage par cisaillement, où l'angle de jonction entre les couteaux est la clé d'une coupe parfaite.
Pour le refendage par cisaillement, le meilleur angle de coupe est déterminé par le diamètre des couteaux supérieurs et inférieurs, l'épaisseur du matériau et la position des couteaux supérieurs et inférieurs.
En général, les lames inférieures servent d'entraîneurs, tandis que les lames supérieures ne sont pas entraînées mais tournent sous l'effet de la friction entre la lame inférieure et le matériau. Pour obtenir une coupe cisaillée, les lames inférieures doivent fonctionner à une vitesse supérieure de 3 à 5 % à celle des lames supérieures.
Matériaux à traiter lors du refendage par cisaillement
 Le refendage par cisaillement convient à une grande variété de substrats. Il est particulièrement efficace pour le papier couché et non couché, y compris les qualités utilisées pour l'impression, l'étiquetage et l'emballage. Il fonctionne également bien sur les films plastiques plus épais tels que le polyester, le polyéthylène et le polypropylène. Les laminés multicouches, les étiquettes et même certains textiles techniques peuvent être traités efficacement à l'aide de lames de cisaillement. En général, la machine à refendre coupe les matériaux suivants :
Le refendage par cisaillement convient à une grande variété de substrats. Il est particulièrement efficace pour le papier couché et non couché, y compris les qualités utilisées pour l'impression, l'étiquetage et l'emballage. Il fonctionne également bien sur les films plastiques plus épais tels que le polyester, le polyéthylène et le polypropylène. Les laminés multicouches, les étiquettes et même certains textiles techniques peuvent être traités efficacement à l'aide de lames de cisaillement. En général, la machine à refendre coupe les matériaux suivants :
- Papier. Divers types de papier, notamment le papier à lettres, le papier couché, le carton et le carton ondulé, peuvent être refendus à l'aide d'une découpeuse à cisaillement.
- Films et feuilles plastiques. Cette méthode est souvent utilisée pour refendre des films plastiques minces fabriqués à partir de matériaux tels que le polyéthylène, le polypropylène, le PVC et le polyester.
- Feuilles métalliques. Les feuilles métalliques, telles que le papier d'aluminium, peuvent être coupées avec précision à l'aide d'une lame de cisaillement.
- Matériaux non tissés. Ces tissus, qui ne sont pas tissés, sont utilisés dans les domaines médical, hygiénique et industriel.
- Ruban adhésif. Les rubans adhésifs avec différents matériaux de support peuvent être refendus à la largeur requise.
- Textiles. Certains types de textiles qui nécessitent une coupe nette peuvent également bénéficier du refendage par cisaillement.
- Caoutchouc. Le caoutchouc ou les matériaux caoutchoutés peuvent être traités par refendage.
- Laminés. Les matériaux composites sont fabriqués en liant des couches de différentes substances, qui peuvent inclure une combinaison de films, de papiers et de feuilles.
Le choix du refendage par cisaillement comme méthode privilégiée dépend généralement des propriétés du matériau, telles que son épaisseur, sa résistance à la traction et le fait qu'il soit laminé ou revêtu, ainsi que de la qualité requise pour les bords finis. Contrairement au refendage au rasoir, qui découpe la bande à l'aide d'une lame fixe, le refendage par cisaillement déplace et comprime légèrement le matériau avant de le couper. Il en résulte un bord lisse et contrôlé, sans effilochage ni poussière. Pour obtenir des résultats constants, le chevauchement des lames, l'angle de coupe et la pression doivent être réglés avec précision. De nombreuses machines modernes sont équipées de systèmes de positionnement automatique des lames qui permettent aux opérateurs de régler rapidement et précisément les fentes à l'aide d'une interface numérique.
2 types de techniques de refendage par cisaillement : refendage tangentiel et refendage par enveloppement
Il existe deux types de coupe par cisaillement : la coupe par enveloppement et la coupe tangentielle.
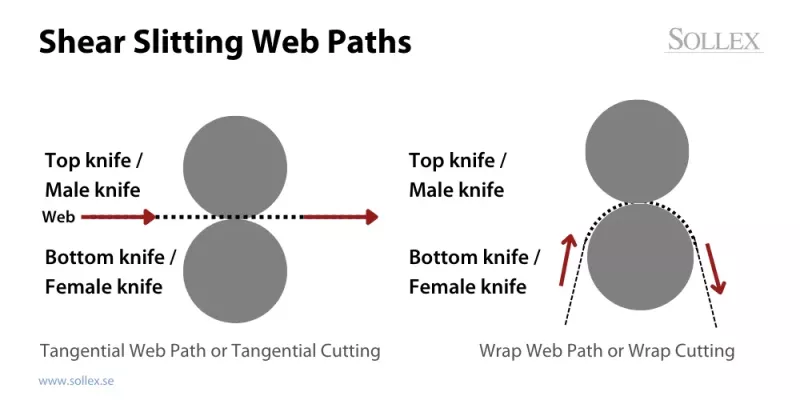
Le refendage tangentiel consiste à couper le matériau sur une bande se déplaçant horizontalement à l'aide d'une lame qui touche la bande de matériau de manière tangentielle. Dans le refendage tangentiel, le point de coupe se trouve dans une petite zone d'intersection où la bande effleure le haut de la bande inférieure. Le problème avec cette méthode est que la profondeur de coupe est très faible et doit être adaptée correctement au matériau sur la machine de découpe. En général, pour la coupe tangentielle, il est recommandé que la profondeur d'intersection de la lame supérieure avec la lame inférieure soit de 0,50 mm à 0,75 mm pour les films plastiques et les feuilles, de 0,60 mm à 0,90 mm pour les emballages souples et les tissus, et de 0,75 mm à 1 mm pour les matériaux non tissés.
Le refendage par enroulement consiste à couper lorsque la lame supérieure est positionnée au-dessus de la bande et que la bande elle-même est enroulée autour de la courroie inférieure ou de l'axe de la refendeuse. Dans ce cas, le point de coupe peut se trouver n'importe où le long de la bande enroulée. Cela offre une plus grande stabilité et un meilleur contrôle au moment de la coupe, ce qui est particulièrement important à des vitesses très élevées ou lors de la gestion de rognures étroites. Le retrait des chutes par aspiration est généralement placé directement au niveau de la ligne de refente afin de capturer immédiatement les déchets de bord et d'éviter les cassures ou les flottements.
Défis liés au réglage de la profondeur de la coupe par cisaillement
Lors du refendage avec la méthode de coupe à la cisaille, outre la qualité et le choix correct des couteaux, la vitesse du matériau, la pression, l'angle de coupe et le réglage correct de la profondeur d'intersection des couteaux supérieur et inférieur sont des facteurs déterminants pour la qualité de la coupe et l'état des bords du matériau. Si vous réglez la profondeur d'intersection trop haut, vous obtiendrez une mauvaise qualité de coupe et des bords bombés.
Si vous programmez une profondeur trop faible, vous obtiendrez des bords irréguliers et une mauvaise qualité de coupe avec beaucoup de déchets. Si vous utilisez des lames supérieures circulaires de diamètre trop petit ou des lames dont le tranchant est usé, la surface de coupe entre les lames supérieure et inférieure et le matériau sera réduite, ce qui compromettra le processus de coupe et le rendra incontrôlable.
Avantages et inconvénients de la coupe par cisaillement
 L'un des aspects les plus intéressants du refendage par cisaillement est sa polyvalence. Il permet de traiter facilement une grande variété de matériaux et d'obtenir des coupes nettes et précises, essentielles pour l'utilisation finale des produits. Qu'il s'agisse de polyester épais soumis à des contraintes élevées ou de feuilles minces nécessitant une grande délicatesse, le refendage par cisaillement s'adapte aux propriétés uniques de chaque matériau.
L'un des aspects les plus intéressants du refendage par cisaillement est sa polyvalence. Il permet de traiter facilement une grande variété de matériaux et d'obtenir des coupes nettes et précises, essentielles pour l'utilisation finale des produits. Qu'il s'agisse de polyester épais soumis à des contraintes élevées ou de feuilles minces nécessitant une grande délicatesse, le refendage par cisaillement s'adapte aux propriétés uniques de chaque matériau.
Un facteur essentiel de la qualité de la coupe est la vitesse de la lame par rapport à la vitesse de la bande. L'angle de rencontre des lames détermine le résultat, quelle que soit la vitesse des lames. C'est cette flexibilité qui permet au refendage par cisaillement de s'adapter à un large éventail de matériaux et d'épaisseurs, pour une coupe nette, sans bavures ni déchirures.
La configuration des machines de refendage par cisaillement témoigne de leur précision. L'alignement des lames supérieures et inférieures, le calibrage de la pression et le chevauchement optimal des lames sont des opérations minutieuses. Cependant, cette attention portée aux détails se traduit par une coupe régulière, avec un minimum de poussière et un bord tranchant à la fois esthétique et fonctionnel.
La technique utilise des rouleaux entraînés pour maintenir une tension constante dans la zone de refendage, garantissant ainsi une largeur de refendage constante. Ceci est particulièrement important pour les opérations à grande vitesse et pour les matériaux où toute variation pourrait compromettre la qualité du produit final.
Couteaux et lames de refendage par cisaillement : géométrie et caractéristiques
Les lames de refendage peuvent être appelées couteaux de refendage supérieurs/inférieurs, lames de refendage circulaires, cisailles circulaires, couteaux de refendage rotatifs ou lames de cisaille rotatives. Les couteaux supérieurs (mâles) peuvent être de deux types : plats et bombés, et les couteaux inférieurs (femelles) : à enclume ou à alésage simple, rainurés et multi-rainurés.

Voici les types de couteaux de cisaillement généralement utilisés dans les processus de cisaillement.
Type de lame de cisaille | Description | Matériau à refendre |
Couteaux circulaires | Ce sont les couteaux les plus couramment utilisés pour le refendage par cisaillement. Ils peuvent être fabriqués à partir de divers matériaux, notamment le D2, le HSS-M2 et le carbure de tungstène. | Le matériau choisi dépend souvent du type de matériau à découper, de la durée de vie souhaitée de la lame et de la qualité du bord de coupe. |
Couteaux à dessus bombé | Ces lames de machine, également appelées lames de refendage mâles, ont une forme légèrement concave comme un plat, ce qui aide à maintenir l'« angle d'enroulement » sur le bord de la lame pendant le refendage en association avec une lame inférieure. Matériau des lames : D2, HSS-M2, carbure de tungstène. Exemple : | Les couteaux circulaires à dos concave sont couramment utilisés pour le refendage et la transformation du papier, des films plastiques et des feuilles, du caoutchouc et des textiles. |
Couteaux circulaires à dos plat | Il s'agit de couteaux rotatifs montés sur l'arbre de refendage supérieur. Ils sont souvent fabriqués avec un tranchant biseauté et peuvent être réglés avec précision en termes d'angle et de tranchant afin de s'adapter à la tâche de refendage spécifique. Les couteaux supérieurs sont disponibles en différents diamètres et épaisseurs pour s'adapter à différents scénarios de refendage. Exemple: | Les couteaux circulaires à bout plat sont couramment utilisés pour le refendage et la transformation du papier, du carton, du carton ondulé, des non-tissés et des feuilles métalliques. |
Couteaux inférieurs | Également appelées « enclumes » ou « lames femelles », elles sont associées aux lames supérieures et montées sur l'arbre inférieur. Elles présentent généralement une surface durcie et lisse contre laquelle les lames supérieures coupent. Le principe principal d'une lame inférieure est de positionner la bande de matériau et de l'étirer pour que la lame supérieure puisse la couper. Exemple: | |
Couteaux inférieurs à rainures multiples | Il s'agit de couteaux inférieurs dotés de plusieurs rainures. Ils permettent un réglage rapide de la largeur de fente en déplaçant les couteaux supérieurs dans différentes rainures sans avoir à remplacer le couteau inférieur. |
Choisir le bon profil de lame
Il est important de choisir le bon type de lame pour un refendage efficace. Par exemple, les lames à double creux sont préférables pour le traitement des films souples afin d'éviter qu'ils ne s'enroulent ou ne se déchirent sur les bords. Les lames à profil plat standard conviennent bien au refendage général du papier. Pour les films épais ou les produits thermoformés, on utilise généralement des lames à large rebord. Celles-ci permettent au matériau déplacé de s'écouler autour du tranchant, évitant ainsi la formation de bords relevés et de bavures qui pourraient nuire au traitement en aval.
Pour les matériaux avec des revêtements fragiles, même une coupe nette de la lame peut provoquer une fragmentation des bords. Dans ce cas, une extraction sous vide immédiate après la découpe est utilisée pour éliminer les fines et les débris de la zone de coupe. Chaque matériau se comporte différemment sous l'effet de la force de cisaillement, c'est pourquoi le choix et le réglage de la lame doivent être adaptés en conséquence.
Lubrification et nettoyage de la bande
Lors du traitement de bandes enduites d'adhésif, telles que les étiquettes ou les rubans en mousse, il existe un risque d'accumulation de colle sur les lames. Cela peut entraîner des coupes irrégulières, augmenter la friction et réduire la durée de vie des lames. Pour éviter cela, de nombreux systèmes sont équipés de mécanismes de lubrification des lames.
La lubrification peut être assurée par des mèches en feutre, des systèmes à rouleaux ou des buses de micro-injection. Certains systèmes utilisent des contrôles de resaturation basés sur la longueur de la bande ou le temps de fonctionnement. Cela permet de minimiser l'accumulation d'adhésif et de garantir une coupe propre et régulière.
Automatisation, positionnement du mandrin et productivité
Les machines de refendage modernes sont souvent équipées d'un système d'automatisation qui va au-delà du simple positionnement des lames. Des systèmes de placement des mandrins, guidés par des lasers ou des marqueurs numériques, alignent précisément les mandrins de rembobinage avec les positions des lames. Il suffit à l'opérateur d'entrer les largeurs de refendage et la largeur de la bande dans le système de commande pour que la machine ajuste la position des lames et indique où placer chaque mandrin.
Commander des lames pour machines de refendage par cisaillement
Nous fournissons des lames de cisaille selon vos besoins et vos spécifications.
Caractéristiques pouvant influencer le choix d'une lame circulaire industrielle :
- forme et diamètre du trou dans la lame pour la fixation dans les porte-lames
- le matériau à couper et ses caractéristiques
- vitesse de coupe
- les diamètres extérieur et intérieur de la lame circulaire
Diamètre des couteaux circulaires | Lame Sollex Produit |
Couteaux circulaires jusqu'à 60 mm de diamètre | , , , , , , , , |
Couteaux circulaires de plus de 60 mm de diamètre | , , , , , , , , , , , , , , , , |
Dimensions des couteaux circulaires bombés
Diamètre extérieur | 62–250 mm |
Diamètre intérieur | 40 à 140 mm |
Épaisseur | 0,6–4,0 mm |
Angle de coupe standard | 30 |
Angle de courbure interne standard | 5° < |
Matériaux | D2, HSS-M2, carbure de tungstène |
Polissage | Ra standard 1,6 ou polissage miroir sur demande |
Revêtement de la lame < | Sur demande |
Dimensions des couteaux circulaires à sommet plat
Diamètre extérieur | 18–900 mm |
Diamètre intérieur | 20–140 mm |
Épaisseur | 0,3–10,0 mm |
Angle de coupe standard | 30 |
Matériaux | D2, HSS-M2, carbure de tungstène |
Polissage | Ra standard 1,6 ou polissage miroir sur demande |
Revêtement de la lame | Sur demande |
Depuis plus de 98 ans, une grande variété d'utilisateurs dans l'industrie font confiance à nos lames de haute qualité. Contactez Sollex pour toute question ou conseil par e-mail à info@sollex.se ou appelez-nous et nous serons heureux de vous aider !
Sollex est un fournisseur suédois de couteaux industriels et de lames de machines pour les industries du film plastique, de l'emballage, du papier et du carton ! Nous proposons des produits de pointe qui améliorent les processus de fabrication et de transformation et résolvent les problèmes de coupe. Avec les couteaux et les lames adaptés, vous bénéficiez d'une maintenance simplifiée, d'un gain de temps et d'un produit final amélioré.
N'hésitez pas à nous contacter pour toute question :
Nom de la société : Sollex AB
Service clientèle et commandes : order@sollex.se Téléphone : +4635–15 75 00 Adresse : Box 5161, 200 71, Malmö, Suède








 Sollex")