
![Konvertera och skära tejp [Sollex Kundcase]](https://cdn.starwebserver.se/shops/sollex-se/files/cache/slitting-and-cutting-tape-sollex-customer-case_grande.webp?_=1721913156)
Découpe de rubans et bandes adhésifs [Étude de cas client]
Pour obtenir un bon résultat, le refendage et la découpe de ruban dépendent de plusieurs facteurs tels que le type de ruban, la lame utilisée, les réglages de la machine et l'application pour laquelle la machine est utilisée. Cet article présente les conclusions de Sollex pour ses clients et nos recommandations générales en matière de lames pour le refendage de rubans adhésifs.
Contenu:
- Types de ruban
- Refendage et découpe en général
- Découpe et tronçonnage de ruban adhésif avec des lames propres et tranchantes
- Éviter les déchirures
- 4 méthodes industrielles de refendage et de découpe de ruban adhésif
- Ruban de refendage par cisaillement
- Refendage de ruban avec des couteaux circulaires rotatifs
- Découpe de ruban avec des lames de rasoir
- Lames dentées ou droites pour coupes longitudinales
- Cas des convertisseurs lors du refendage de ruban avec des lames de rasoir
- Découpe de ruban adhésif avec de mauvais résultats
- Problèmes rencontrés par les convertisseurs avec des lames de rasoir standard lors du refendage de ruban
- Lames de rasoir Sollex résistantes pour le refendage de ruban adhésif
- Lames Sollex lors d'essais de refendage chez des clients
- Recommandations

Types de ruban
Le ruban adhésif est un matériau polyvalent doté de propriétés adhésives et d'un support flexible. Généralement composé de matériaux tels que du film plastique, du papier ou du tissu, le ruban adhésif est recouvert d'une substance adhésive sur une face, ce qui lui permet d'adhérer fermement aux surfaces. Son application très répandue englobe des fonctions allant du scellage et du collage au masquage et à l'isolation.

Le processus de fabrication des rubans consiste à appliquer des substances adhésives sur des matériaux de support en fonction des exigences et des propriétés spécifiques de chaque type de ruban. Les variations dans la composition, la résistance et les méthodes d'application des adhésifs permettent de répondre à différents besoins industriels et commerciaux, notamment dans les domaines de la fabrication, de la construction, de l'emballage, des soins de santé, etc.
En général, le ruban adhésif se compose d'un support, d'un adhésif et, éventuellement, d'un film protecteur. Les matériaux les plus couramment utilisés pour les rubans adhésifs sont les suivants:
- Polypropylène bi-orienté (BOPP)
- Polychlorure de vinyle (PVC)
- Polyester (PET)
- Polyéthylène (PE)
- Papier
L'adhésif est la couche collante qui permet au ruban d'adhérer aux surfaces. Les adhésifs courants comprennent les adhésifs acryliques, caoutchouc, silicone et thermofusibles.
Une pellicule protectrice est utilisée dans certains types de rubans, tels que les rubans double face, les rubans médicaux et les rubans industriels. La fonction principale de la pellicule protectrice est de protéger la surface adhésive jusqu'à ce que le ruban soit prêt à être utilisé. La pellicule protectrice est généralement constituée de papier enduit de silicone. Le revêtement en silicone empêche l'adhésif de coller au papier. Des films plastiques tels que le polyéthylène (PE) ou le polyester (PET) sont également utilisés.
Refendage et découpe en général
Le refendage consiste à couper un matériau en bande dans le sens de la longueur. La découpe est l'opération opposée à 90 degrés, qui consiste à couper une bande en morceaux plus courts.
Les machines à refendre sont principalement utilisées pour découper le ruban en rouleaux plus petits. Ces machines peuvent être classées en plusieurs catégories:
Refendage et découpe de ruban avec des lames propres et tranchantes
Lors du refendage et de la découpe de ruban adhésif sur une machine à refendre, il est important de stabiliser le ruban pour l'empêcher de bouger. La stabilisation du ruban garantit un processus de refendage et de découpe droit et précis. Les lames doivent être tranchantes et propres. Des lames émoussées entraînent des bords irréguliers et des découpes inégales, ce qui affecte fortement le produit final et, à l'extrême, colle le ruban entre lui-même.
Éviter les déchirures
Il faut à tout prix éviter de déchirer le ruban. Le déchirement entraîne des bords irréguliers et rend le matériau difficile à travailler. Il peut également entraîner la fixation du ruban couche après couche et endommager gravement le produit final. Pour éviter le déchirement, vous pouvez procéder de la manière suivante :
- En effectuant un mouvement de coupe
- Utiliser un angle de coupe de 45 degrés par rapport au matériau
- Utiliser des lames plus fines ou plus minces
- Utilisez des lames de meilleure qualité
4 méthodes de refendage et de découpe industriels du ruban
La meilleure méthode pour refendre ou couper un ruban dépend de facteurs tels que : le type de ruban, la précision requise et votre machinerie. Il existe en général 4 méthodes de refendage et de découpe de ruban : le refendage par cisaillement, le refendage rotatif, le refendage au rasoir et la découpe transversale.
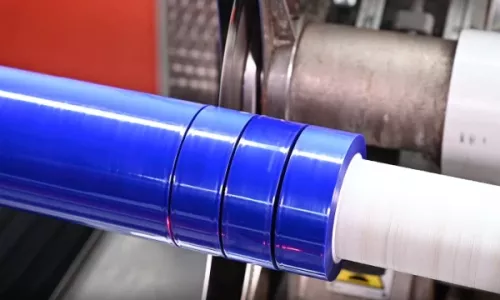
Refendage par cisaillement
Les dérouleurs-refendeurs à cisaillement utilisent des lames spécialement conçues qui emploient une action de cisaillement pour obtenir des fentes droites, réduisant ainsi le risque d'adhérence du ruban ou de déchirure irrégulière. Le refendage par cisaillement permet d'obtenir des coupes plus nettes que les méthodes de coupe rotative ou par écrasement. La principale raison d'utiliser le refendage par cisaillement est la longue durée de vie de la lame rotative en forme de cuvette. Le refendage par cisaillement est utilisé dans les industries qui nécessitent la découpe de ruban, telles que l'emballage, la fabrication et l'impression. La découpe par cisaillement permet d'obtenir des découpes nettes et précises.
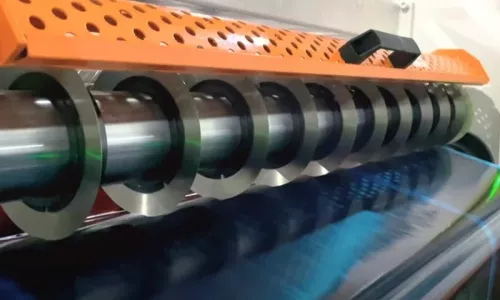
Découpe de ruban avec des couteaux circulaires rotatifs
Les découpeuses-rebobineuses rotatives utilisent des couteaux circulaires rotatifs pour couper le ruban. Le refendage de ruban avec des couteaux circulaires rotatifs consiste à introduire un rouleau maître de matériau dans une machine de refendage où des couteaux circulaires rotatifs, positionnés sur la largeur du matériau, le coupent à la largeur souhaitée. Ces couteaux sont montés sur des arbres rotatifs et peuvent être réglés pour différentes largeurs de coupe.
Le processus commence par l'alimentation du matériau dans la machine, où les couteaux rotatifs effectuent les coupes. Le matériau refendu est ensuite rembobiné sur des mandrins séparés pour former des rouleaux plus étroits. Ces couteaux rotatifs, fabriqués à partir de matériaux durables tels que l'acier rapide ou le carbure de tungstène, sont essentiels pour obtenir des coupes nettes. Ils fonctionnent en conjonction avec des enclumes ou des couteaux inférieurs, qui fournissent une action de cisaillement pour garantir la précision.
Le contrôle de la tension est un aspect essentiel de ce processus. Le maintien d'une tension appropriée sur le matériau tout au long du processus de refendage permet d'éviter des problèmes tels que les plis ou les coupes irrégulières, garantissant ainsi une qualité constante. Cette méthode est très polyvalente et convient à une large gamme de matériaux, notamment le papier, les films plastiques et les textiles, ce qui en fait un élément incontournable dans des secteurs tels que l'emballage, la production de papier, le textile et la fabrication de rubans adhésifs.
Le refendage rotatif offre des avantages significatifs, notamment une grande précision, une vitesse élevée et la possibilité d'obtenir des bords nets, ce qui réduit le besoin de traitements supplémentaires. Un entretien régulier, tel que l'affûtage des couteaux, est essentiel pour maintenir la qualité de coupe et prolonger la durée de vie des lames.
Pour en savoir plus sur le refendage de rondins à l'aide de couteaux rotatifs circulaires, consultez l'article de blog « Présentation de la méthode de refendage de rondins/à tour ».
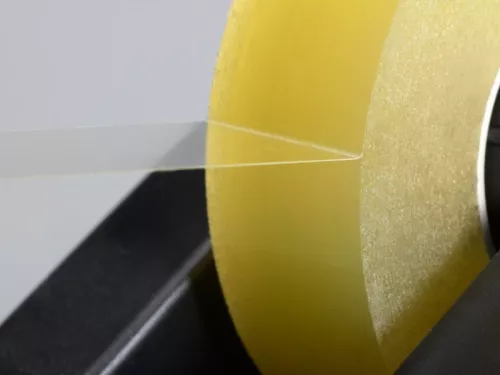
Refendage de ruban avec des lames de rasoir


Les dérouleurs-rebobineurs à lame de rasoir utilisent des lames de rasoir industrielles (lames de rasoir à fente, lames de rasoir à 3 trous avec coins droits ou arrondis) pour couper le ruban. Cette méthode est appréciée pour sa capacité à séparer proprement les couches de ruban sans étirement ni déformation. Les lames de rasoir sont faciles à installer et à modifier.
Vous pouvez utiliser des lames extra fines (0,13 mm d'épaisseur) pour obtenir un refendage presque parfait et des coupes très nettes.
Le seul inconvénient potentiel des lames de rasoir est leur durabilité inférieure à celle des lames de cisaillement. Cependant, il existe de nombreuses lames de rasoir différentes qui offrent des performances et une durabilité variables. Avec la lame de rasoir appropriée, vous pouvez obtenir la même durabilité qu'avec le refendage par cisaillement tout en obtenant un ruban adhésif fini plus fin.
Pour les découpes ou les coupes les plus fines, utilisez des lames de rasoir.
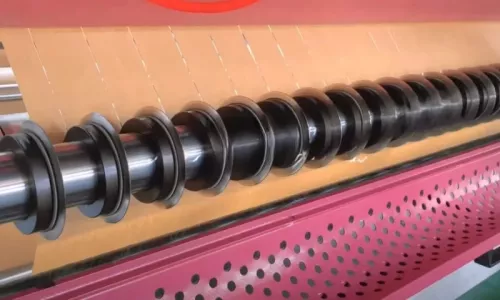
Lames dentées ou droites pour les découpes longitudinales

Les lames dentées sont bien adaptées à la découpe transversale de bandes adhésives. L'avantage des lames dentelées par rapport aux lames droites est qu'elles offrent plusieurs points d'entrée dans le matériau. Cela vous permet d'aborder le matériau à un angle d'attaque de 90 degrés et de réaliser de nombreuses petites coupes dans le matériau. Cependant, les lames droites sont également souvent utilisées pour couper du ruban ou du matériau adhésif en feuille, par exemple lorsque vous souhaitez le couper en petites longueurs sans l'enrouler sur un rouleau.

Dans une machine, cela signifie qu'une surface plus petite est nécessaire. Si l'on examine la conception des lames dentelées, quatre éléments principaux influent sur leurs capacités de coupe:
- Épaisseur
- Angle des dents
- Largeur des dents
- et la longueur des dents
La conception des dents détermine la qualité et la forme du matériau coupé. Les lames dentées permettent d'obtenir une coupe nette ou plutôt de nombreuses petites coupes. Il est important de choisir une lame d'épaisseur appropriée. Un matériau résistant nécessite une lame plus épaisse et une force de coupe plus importante qu'un matériau simple. La largeur des dents détermine le degré de dentelure de la coupe. Une largeur de dent réduite donne une coupe légèrement ondulée. Une largeur de dent plus importante génère des ondulations plus longues. Mais des dents plus lisses donnent une coupe presque droite.
Cas des convertisseurs lors du refendage de ruban avec des lames de rasoir
Le terme « ruban » est une catégorie générale qui englobe une grande variété de produits. Les professionnels impliqués dans le processus de fabrication sont communément appelés fabricants de ruban ou transformateurs, lorsque le ruban est transformé. Il existe deux méthodes de transformation : le refendage et la découpe. Le ruban adhésif est fabriqué en appliquant une substance adhésive sur un substrat en film plastique. Ce type de ruban trouve son utilité dans diverses applications, notamment les adhésifs double face, les films de transfert et les systèmes adhésifs réactifs. L'application précise de l'adhésif facilite le collage efficace et précis des différents composants, améliorant ainsi les performances globales du produit. Une lame de rasoir propre et durable est essentielle pour la production de ruban adhésif.
Refendage de ruban adhésif avec de mauvais résultats

Lorsque les lames sont émoussées, le papier et d'autres déchets provenant du ruban adhésif collent à la lame.
Ces déchets génèrent des résultats de refendage encore plus médiocres. Il est tout d'abord recommandé de s'assurer que la lame est montée à un angle de 45 degrés par rapport à la bande de matériau. Les lames de rasoir émoussées doivent être remplacées avant qu'elles n'endommagent davantage le produit fini. En règle générale, il convient d'utiliser une lame aussi fine que possible. Il existe plusieurs lames et types de lames différents, optimaux pour le refendage de ruban adhésif avec ou sans papier. Lorsque vous coupez uniquement de l'adhésif et du film, la lame n'est pas très abrasive. Lorsque le papier est ajouté, l'accent est mis sur l'optimisation du refendage du papier et sur la prévention des déchets de papier qui pourraient coller à l'adhésif.
Problèmes rencontrés par les transformateurs avec les lames de rasoir standard lors du refendage de ruban adhésif
Sollex a récemment reçu deux demandes de renseignements de deux transformateurs et fabricants de ruban adhésif de premier plan ayant des cadences de production élevées. Ces transformateurs se plaignaient des performances et de la durabilité de leurs lames de rasoir standard. Les clients se plaignaient :
« Nos lames de rasoir standard s'usent prématurément, c'est pourquoi nous recherchons d'autres lames offrant une meilleure durabilité. Au fil des cycles de production, nous avons constaté un léger effilochage de la surface du papier de nos matériaux. »
« Les matériaux traversés par nos lames de rasoir standard sont généralement composés de papier blanc combiné à du ruban adhésif noir avec un support en plastique. Nos opérations de découpe impliquent souvent des rubans adhésifs avec des couches protectrices en film plastique, en papier ou entièrement composés de plastique ou de papier. »
Lames de rasoir Sollex résistantes pour le refendage de ruban adhésif
En réponse à ces défis, Sollex a fourni les recommandations générales et suggestions de tests suivantes :
Sollex recommande l'utilisation de lames de rasoir aussi fines que possible tout en restant suffisamment robustes pour minimiser les interférences vibratoires pendant les processus de refendage. Bon nombre de nos clients spécialisés dans la fabrication d'étiquettes en papier bénéficient des lames de rasoir équipées du revêtement Sollex K. Pour les applications impliquant des films enrichis en additifs plus abrasifs, des formulations de couleurs variées ou des scénarios où les matériaux ont tendance à adhérer à la surface des lames, nous recommandons l'utilisation du revêtement Sollex X.
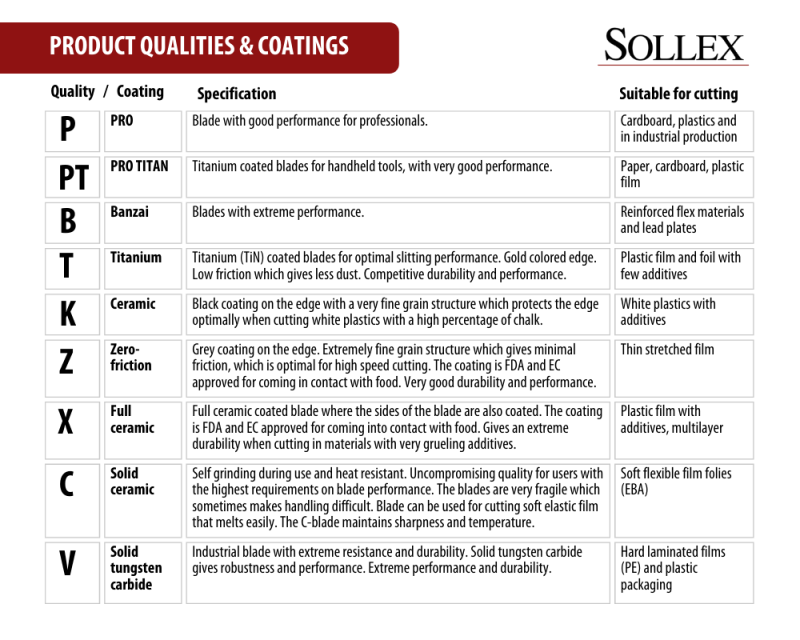
Pour le refendage à grande vitesse de films étirables minces, nous proposons l'utilisation de lames de type Z. Les matériaux contenant des composants particulièrement abrasifs, tels que le polypropylène (PP), conviennent mieux aux lames de type V. Les matériaux souples et abrasifs comme l'éthylène-acétate de vinyle (EVA) offrent des performances optimales avec les lames de type C. Les types V et C se distinguent comme nos produits phares en termes de durabilité. Si le type C excelle avec les matériaux souples et résilients, sa nature délicate peut le rendre excessif pour les étiquettes et les rubans adhésifs.
« Néanmoins, dans certains cas, les difficultés opérationnelles concernent principalement la prévention de l'adhérence des résidus de matériaux et des additifs à la lame de rasoir, ce qui nuit à la précision de la coupe. »
Pour optimiser la découpe des rubans adhésifs, nous recommandons de tester dans un premier temps les types de lames suivants : 2-013-K, 2-020-K et 2-020-Z. Si l'option la plus fine s'avère efficace, nous vous conseillons d'explorer d'autres variantes. Si vous souhaitez poursuivre les essais avec des lames de type V ou C, n'hésitez pas à nous contacter. Les lames V et C sont disponibles à l'achat en paquets de dix.
Si vous cherchez des moyens d'améliorer les performances de vos lames, consultez notre article « 4 façons d'améliorer les performances des lames de refente ».
Lames Sollex lors d'essais de refendage chez nos clients
Après avoir installé les lames de rasoir industriellesà 3 trous recommandées (2-013-K, 2-020-K et 2-020-Z ), notre client a rapidement constaté une amélioration des performances par rapport aux lames jetables utilisées auparavant, qui devaient être remplacées fréquemment, contrairement aux lames Sollex, qui offrent une qualité durable.
Notre premier client a fait remarquer : « Parmi notre personnel opérationnel, les avis divergent quant au choix optimal parmi les trois types de lames. En général, ces lames sont soumises à une période d'essai avant que des ajustements ne soient apportés à l'angle du porte-lame afin d'obtenir un tranchant renouvelé. »
En conclusion, le type de lame mince 2-013-K s'avère généralement efficace pour couper à la fois le film et le ruban. Une lame de rasoir plus fine, sans vibrations, garantit un résultat de coupe plus précis. Bien que des détails supplémentaires permettraient d'affiner notre recommandation, nous proposons actuellement le type 2-013-K comme choix optimal pour vos applications de découpe de ruban.
Recommandations
Pour le refendage de ruban adhésif, nous recommandons les lames 2-013-K, 2-020-K et 2-020-Z pour des tests supplémentaires.
N'oubliez pas de suivre les consignes de sécurité fournies par le fabricant du ruban et des outils de coupe, et de manipuler les objets tranchants avec précaution.
Sollex est un fournisseur suédois de couteaux industriels et de lames pour machines! Nous proposons des produits de coupe à la pointe de la technologie et très performants qui améliorent les processus de fabrication et de transformation et résolvent les problèmes. Avec les couteaux et les lames adaptés, vous pouvez simplifier la maintenance, gagner du temps et améliorer le produit final.
N'hésitez pas à nous contacter pour toute question:
Nom de la société : Sollex AB
Service clientèle et commandes : order@sollex.se
Téléphone : +4635–15 75 00
Adresse : Box 5161, 200 71, Malmö, Suède








 Sollex")