

About Crush Cutting & Crush Cut Knives
What is crush cutting (score slitting) in industrial converting? Crush cutting, also called score slitting, is a robust method for slitting adhesive tapes, foils, laminates, nonwovens, and technical textiles. Unlike razor or shear slitting, it uses a rotating circular blade with a radiused edge pressed against a hardened anvil roll. This creates pressure-based separation rather than a razor cut, making it especially useful for thick webs, pressure-sensitive adhesives, and abrasive materials. Although edge quality is lower than with shear or razor slitting, crush cutting offers unmatched flexibility and reliability for converters handling demanding substrates
Content:
- About crush / score cut slitting method
- Crush cutting application
- Difference between crush or score cutting
- About crush cutter knives and score blades
- Crush cut knives with radiused cutting edge
- Knife holders for crush cut knives
Score Slitting in Web Converting for Adhesives, Foils, and Technical Materials
Score slitting continues to be one of the most flexible and robust cutting methods for adhesive tapes, complex laminates, and nonwoven webs. Its compatibility with narrow cuts, thick materials, and pressure-sensitive layers makes it a go-to solution across converting industries. When combined with proper pressure control, automatic blade positioning, and lubrication systems, score slitting delivers high-speed performance with minimal waste and high uptime. For converters dealing with variable web structures, aggressive adhesives, or dense slitting patterns, it remains an essential and dependable technology.
What is the crush cutting (score slitting) method?
Crush or score cutting is one of the 3 slitting methods, along with razor blade slitting and shear cutting, for converting flexible materials. Score slitting, also referred to as crush cutting, is a widely used method in web converting, particularly for processing pressure-sensitive adhesives, foils, nonwovens, composite materials, and technical laminates. Crush cutting demands precise blade design, pressure control, and proper handling of adhesives and debris. It offers a robust solution for slitting where razor or shear methods may not be ideal due to adhesive buildup, material thickness, or specific structural properties of the web.

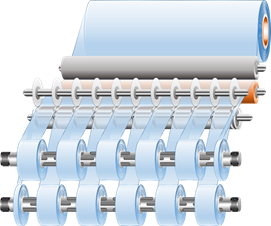
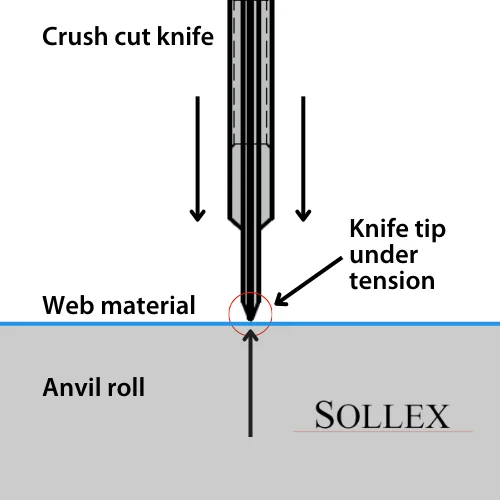
At its core, score slitting uses a rotating circular blade that is not sharpened to a razor edge but instead features a bevel or rounded tip. The web material is cut in the slitter machine by pushing a loaded crush-cut rotary knife with a "blunt" radiused cutting edge, mounted in a pneumatic knife holder, against a hardened metal anvil on which the web of material is placed. Blade bevel angles typically range from 30° to 60°, and the cutting radius is selected based on the material’s properties.
The anvil roll is made of hardened tool steel, often reaching 63–65 HRC on the Rockwell scale. It is through-hardened and designed to be reground over its lifetime. The critical principle is that the roll must be harder than the blade so the blade wears instead of the roll. These hardened sleeves are extremely brittle, and if dropped, they may shatter like glass.
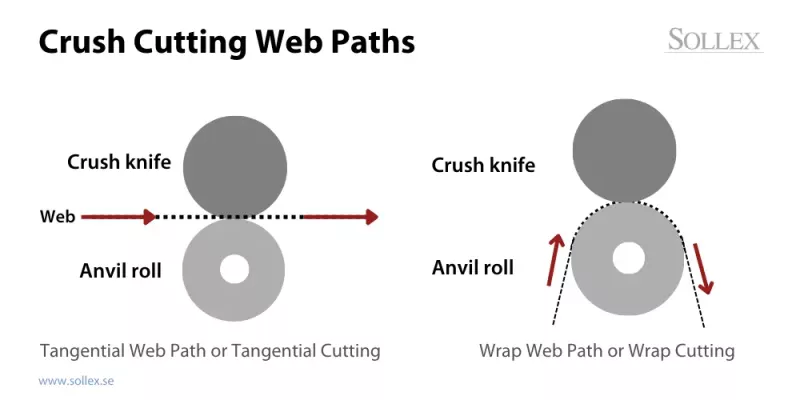
When crush cutting either tangential or wrap web paths can be used.
The crush slitting method gives the worst edge quality and is less accurate than other slitting methods (shear cutting or razor blade slitting). Especially, when it comes to slitting adhesive tapes, labels, textiles, nonwovens or rubber, crush cut knife cutting can increase the efficiency and the operational safety at the same time. Due to its vertical stroke, it is also suitable for thick, voluminous material to be cut.
Furthermore, crush slitting will generate more dust while separating the material. However, there are cases where this method has advantages, e.g. when the speed of installation is more important than the quality of the cut edge or when the material is too abrasive to be cut with shear slitting circular knives or slitting razor blades.
Comparison of 3 cutting and converting methods of flexible materials
Razor Slitting | Crush Cutting | Shear Slitting | |
|---|---|---|---|
Advantage | inexpensive | easy to set up | high accuracy |
Disadvantage | limited application | generates dust | expensive |
Width tolerance | ±0.50mm | ±0.75mm | ±0.15mm |
Slit width | 12.50mm | 12.50mm | 12.50mm |
Application | films, vinyls, foils | rubber, tissue, paper, adhesives, laminates, non-wovens | heavy films, foils, paper, cardboard |
What is the difference between crush cutting and score cutting?
When defining the crush cutting method, the words " crushing" and " scoring" are used synonymously, although technically there is a difference between the two. In crushing, the wide web is split into two separate narrow webs or, in the case of using crush cut perf knife, the perforated pattern is punched through. When score cutting a multi-layer material, the material is partially cut, leaving at least one layer intact, or a line is pressed through the web that allows the material to be easily bent, such as in the production of cardboard boxes.
Which materials and applications suit crush cutting?
The crush cutting method has its limitations and can be used in converting certain materials, mostly rigid materials such as rubber or abrasive materials such as sandpaper. But often foil, laminates, labels, adhesive tapes, labelstock, nonwovens, tissue, and paper are crush slit.
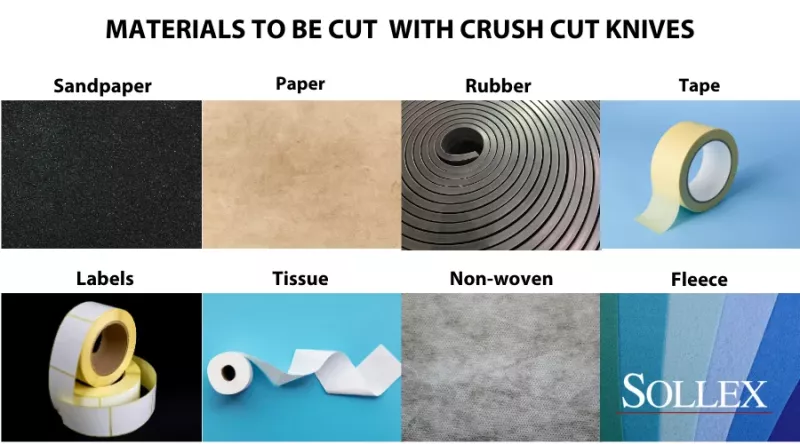
Materials to be converted by crush cutting:
- paper, paper with adhesives
- sandpaper and abrasive paper
- fleece, nonwoven materials, tissue
- PVC, PE, PP
- adhesive tapes and labels
- vulcanized and unvulcanized rubber production and rubber processing

Score slitting is most effective for adhesive-coated products. This includes single- and double-sided tapes, foam tapes, transfer adhesives, and laminates with metal or scrim reinforcements. It is also common in processing nonwoven and textile webs, including spunbond, meltblown, and spunlace materials.
“For single- and double-sided adhesive tapes, crush cutting allows slit widths as narrow as 12 mm with stable results.”
Fabrics prone to fraying may be cut with hot knife score slitting systems that apply heat during cutting to seal the edges. This is particularly useful when cutting polyester-based technical fabrics. While films and paper can be score slit, they are better suited to shear slitting where edge quality is critical. However, in many tape converting machines that lack shear systems, films and liners are routinely score slit with acceptable results.
What are crush cutter knives and score blades?
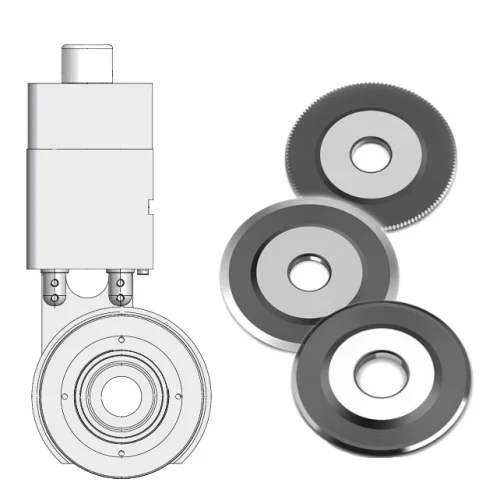
 Crush cut knives are machine knives used in crush or score cutting. These industrial knives are also referred to as Crushing knife, Perforating knife, Crush cut perf knife, Score / crush cutter, Score cut knives, Circular Crush / Score knife.
Crush cut knives are machine knives used in crush or score cutting. These industrial knives are also referred to as Crushing knife, Perforating knife, Crush cut perf knife, Score / crush cutter, Score cut knives, Circular Crush / Score knife.
The crush cutting uses a steel circular knife and an anvil roller, both hardened. The knife is not only ground after hardening, but the cutting edge is radiused and then polished.
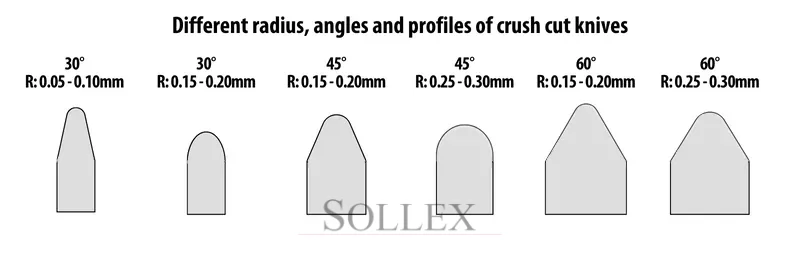
The key to production efficiency and quality of cut material is to select the correct crush cut blade radius and cutting angle. Crushing knives with an angle of 45 degrees (there are 3 alternatives: 30°, 45°, 60°) are considered universal. You will then be able to confirm, on the basis of practical experience, which particular blade radius and angle is the best to consider in your case. If the crush cutter life is too short, a larger radius or angle may be considered. Crush cutters are available in D2, HSS-M2. We manufacture and supply both standard and custom crush cut knives and blades for most applications.
The universal crush knife has a bevel angle of 45° and an edge radius of 0.10 - 0.15mm.
Angle, ° | Radius, mm | Application |
|---|---|---|
30° | 0.05 - 0.10mm | Cellophane, adhesive tape, linoleum |
30° | 0.15 - 0.20mm | Rubber, paper backed foil, laminates, pulp |
45° | 0.15 - 0.20mm | Tissue, paper, masking tape, laminated paper |
45° | 0.25 - 0.30mm | Waxed paper |
60° | 0.15 - 0.20mm | Nonwovens |
60° | 0.25 - 0.30mm | Abrasive material, sandpaper |
The shape of the cutting knife edge is usually circular, straight, but can also be zigzag and wavy.
Outer diameter | 50–140 mm |
Inner diameter | 19–65 mm |
Thickness | 2.5–5.0 mm |
Standard cutting angle | 30°, 45°, 60° |
Edge radius | 0.05 - 0.30mm |
Materials | D2, HSS-M2 |
The service life of a crush cutter blade depends on the radius and angle of the tip, since these two determine the tension centered at the tip of the blade. All score and crush cutting knives should have a small radius at the tip, rather than a pointed tip that will snap as it rotates against a hardened shaft. The quality of the cut is again defined by the radius and angle of the blade tip. Smaller radius will produce less dust with a cleaner cut, but will result in shorter knife life.
The anvil roll needs to be much harder than the knives, otherwise strong grooves will be formed. Typically, a 64C Rockwell hardness is considered the minimum. This implies that the hardness of the crush cutter blades should be about 4-6 points lower.
Why do crush cut knives use a radiused cutting edge?
As the crush cutting requires brute force from a pneumatic knife holder to push the circular knife blade through the material towards the hardened anvil roll, the blade radius and the choice of cutting angle play a significant role in the efficiency and quality of the cut in crush cutting. It follows that the rotating knife cannot be razor sharp, as the very fine edge of the cutter knife will become dull and chip almost immediately on contact with the surface against which it is crushed. Consequently, a crush cut knife used for longitudinal slitting should be radiuses and blunt. Additionally, in order to achieve the best results, the material web, the anvil roll and the slitter knife should move at the same speed.
How do knife holders support crush cutting?
As mentioned above, in slitter machines the knives is held in place by a pneumatic knife holders placed on a shaft and activated by air pressure to press the crush knives into the material and separate the material web to a certain web width. As for slit width, standard score holders and blade geometries can support cuts down to 12 mm, although the actual minimum depends on machine design, web stability, and core widths at rewind. For accuracy and tolerance control, 12 mm wide blades are commonly used, allowing tight packing without cumulative error.
The design of the cutting knife holder can have different characteristics, the basic ones can be the following:
- minimum slitting width and positioning accuracy
- vertical knife stroke
- non- & adjustable stroke
- knife diameter
- pressure vertical
- holder mounting
- cutting speed in m/min
- air-pressure, bar
- hand protection
The main performance features of the knife holder for crush cutting are the guarantee of maximum stability even at high cutting speeds and vibration damping. Additional features to consider: vertical force, slitting edge quality, micro-depth adjustment, positioning accuracy, high cutting force.
How should pressure be set for crush cutting?
Score slitting blades are typically mounted in pneumatic knife holders. These holders use air pressure to press the blade into the material and against the anvil roll. Pressure must be carefully controlled, just enough to cleanly cut through the material with a slight additional margin, typically 0.7–1.0 bar above the minimum needed. Too much pressure causes premature blade wear and can damage the anvil roll. Too much pressure can reduce blade life by 40% and damage anvil rolls, while too little causes incomplete cuts and web tear.
What are the speed limits for crush cutting systems?
Standard score slitting holders are generally rated for line speeds up to 300 meters per minute. Some specially built holders with upgraded bearings and heat dissipation features can operate at speeds of 900 m/min or more, but this is less common. At higher speeds, maintaining blade lubrication and avoiding adhesive buildup become more critical. Most pneumatic holders operate up to 300 m/min; for narrow lane tape converting, Sollex blades run reliably even at 600 m/min with proper lubrication.
What is hot knife score slitting and when is it used?
In textile and synthetic fabric converting, hot knife systems can be used in conjunction with score slitting. These knives are either static blades that are electrically heated or rotary score blades fitted with heat conduction elements. They are designed to apply enough heat to seal edges on contact, similar to heat-sealing a rope. This prevents fraying and increases product durability.
How is adhesive build-up managed in score slitting?
A common challenge in score slitting is adhesive pickup on the blade. This issue is particularly pronounced with soft adhesives, transfer tapes, and foam products. To prevent buildup, systems use blade lubrication (wicking).
There are several approaches:
- Full-width felt bars that lubricate all blades continuously
- Individual felt wicks applied directly to each holder
- Automatic re-saturation systems based on linear web length
Lightly coated materials may require little to no lubrication. For aggressive adhesives, consistent lubrication is critical to avoid sticking, lifting, or tearing during slitting. For transfer tapes, foam adhesives, or double-coated products, lubrication is critical to maintain quality and reduce downtime.
How does automation improve crush cutting productivity?
High-speed tape and laminate production often requires dozens of narrow slit lanes. Manual adjustment of blades becomes inefficient. That’s where auto-positioning systems come in. These allow automatic adjustment of 60 to over 140 blade holders across webs up to 1600–1800 mm wide.
Positioners are frequently equipped with wicking bars and integrated drip trays to manage lubricant runoff. Some systems include knife parking zones, enabling operators to move inactive knives to one side and leave only the active slitting zone engaged.
Automation is especially useful when switching between narrow slit formats, such as 25 mm to 38 mm, or when mixing multiple widths across the web. It improves consistency and reduces setup time.
Sollex is a Swedish supplier of industrial knives and machine blades! We have cutting products with cutting-edge technology and performance that improve manufacturing and converting processes and solve problems. With the right knives and blades you can get simplified maintenance, time savings and an improved end product. Crush cutting (score slitting) remains one of the most reliable methods for converting adhesive-backed materials, laminates, and nonwovens. By selecting the right knife radius, bevel angle, and pressure, converters achieve consistent results even with demanding webs. Sollex manufactures and supplies standard and custom crush cut knives, score blades, and knife holders in D2, HSS-M2, and other tool steels. Contact Sollex to find the right solution for your production line.
You are welcome to contact us with your questions:
Company name: Sollex AB
Customer service and orders: order@sollex.se
Telephone: +4635–15 75 00
Address: Box 5161, 200 71, Malmö, Sweden
FAQ
Q: What is crush cutting (score slitting) in web converting?
A: Crush cutting, also known as score slitting, is a slitting method where a circular knife with a radiused edge is pressed against a hardened anvil roll to separate the material by pressure rather than a sharp cut.
Q: What materials are best suited for crush cutting?
A: Crush cutting is ideal for adhesive tapes, laminates, foils, nonwovens, paper, textiles, rubber, and abrasive materials where razor or shear slitting is not suitable.
Q: What is the difference between crush cutting and shear slitting?
A: Crush cutting uses pressure against an anvil roll and offers lower edge quality but higher robustness, while shear slitting uses two circular knives for cleaner, more precise cuts.
Q: Why do crush cut knives have a radiused cutting edge?
A: The radiused edge prevents chipping and premature failure when the blade is pressed against a hardened anvil roll under high pressure.
Q: What knife angles are commonly used for crush cutting?
A: Standard crush cut knife angles are 30°, 45°, and 60°. A 45° angle with a small edge radius is considered a universal option for many converting applications.
Q: How does blade pressure affect crush cutting performance?
A: Correct pressure ensures a clean cut with minimal wear. Excessive pressure shortens blade life and can damage the anvil roll, while insufficient pressure causes incomplete cuts.
Q: What are the main advantages of crush cutting?
A: Crush cutting offers fast setup, high reliability, and excellent performance on thick, adhesive, or abrasive materials where other slitting methods struggle.
Q: What are the main limitations of crush cutting?
A: Compared to razor or shear slitting, crush cutting produces more dust and lower edge quality, making it less suitable for applications requiring tight tolerances.
Q: Can Sollex supply custom crush cut knives?
A: Yes. Sollex manufactures both standard and custom crush cut knives and score blades in D2, HSS-M2, and other tool steels based on application requirements.









