

Méthodes de découpe des matériaux: cisaillement, écrasement et refendage au rasoir
Contenu:
- Découpe par cisaillement
- Découpe par rainage ou écrasement
- Découpe au rasoir
- Lames pour découpeuses-rebobineuses industrielles
- Couteaux à découpe par écrasement pour découpe par écrasement
- Couteaux de cisaille pour coupe par cisaillement
Ces dernières années, la demande en découpeuses-rebobineuses et en couteaux industriels de qualité supérieure a considérablement augmenté en raison de l'expansion rapide de l'industrie de l'emballage, en particulier des étiquettes et des emballages souples. Aujourd'hui, plusieurs entreprises proposent à leurs clients une large gamme de machines de découpe dont les prix varient de quelques dizaines à plusieurs centaines de milliers d'euros, toutes dotées de caractéristiques différentes.
Tout d'abord, il est important de noter qu'il existe deux mots en anglais : « cut » et « slit ». Le terme « slitting » désigne toujours la découpe d'une bande de matériau dans le sens de la longueur, tandis que le terme « cutting » désigne la découpe dans le sens de la longueur et dans le sens de la largeur. C'est pourquoi la machine à refendre les rouleaux est appelée « slitter ».
Une découpeuse-rebobineuse est un type de machine industrielle utilisée pour découper un grand rouleau de matériau en rouleaux ou bandes plus petits, puis les enrouler sur des bobines ou des bobines plus petites. La machine à refendre est équipée de lames circulaires ou de rasoirs qui sont positionnés sur la largeur du matériau et le découpent en bandes plus petites au fur et à mesure qu'il passe. Le matériau passe ensuite à travers un ensemble de rouleaux qui rembobinent les bandes nouvellement coupées sur des mandrins ou des bobines plus petits. Les découpeuses-rebobineuses sont couramment utilisées pour traiter des matériaux tels que le papier, le film, la feuille métallique et les non-tissés. Elles sont utilisées dans divers secteurs, notamment l'emballage, l'impression et le textile.
Méthodes de refendage
 Selon le type d'outil de coupe, il existe des méthodes de coupe utilisant une lame circulaire ou une lame de rasoir: la coupe par partage et la coupe par écrasement avec des lames circulaires et le refendage avec des lames de rasoir industrielles..
Selon le type d'outil de coupe, il existe des méthodes de coupe utilisant une lame circulaire ou une lame de rasoir: la coupe par partage et la coupe par écrasement avec des lames circulaires et le refendage avec des lames de rasoir industrielles..
Coupe par cisaillement
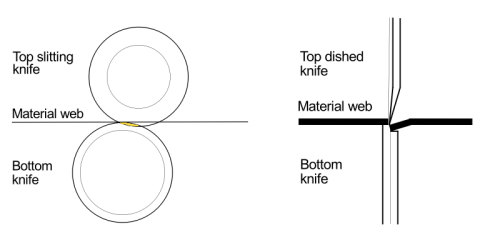
Le refendage par cisaillement est l'une des méthodes de refendage les plus courantes dans l'industrie de la transformation. Le refendage par cisaillement utilise une paire de lames circulaires : une lame supérieure et une lame inférieure, qui créent un effet « ciseaux » rotatif sur la bande entrante. La lame inférieure est tangentielle au matériau de la bande au point de coupe. Cette méthode de refendage offre une excellente qualité de refendage à grande vitesse, une réduction de la génération de poussière et une longue durée de vie des lames. Le refendage par cisaillement peut être utilisé sur une grande variété de matériaux, notamment les films, le papier, les laminés, les rubans, les textiles, les feuilles et bien d'autres encore.
Pour le refendage par cisaillement, l'angle de coupe optimal dépend du diamètre des lames supérieure et inférieure, de l'épaisseur du matériau et de la position relative des lames supérieure et inférieure. Les lames inférieures sont généralement celles qui sont entraînées. Les lames supérieures ne sont généralement pas entraînées, mais elles tournent sous l'effet de la friction entre la lame inférieure et le matériau. Afin d'obtenir un effet de cisaillement, les lames inférieures doivent tourner 3 à 5 % plus vite que les lames supérieures.
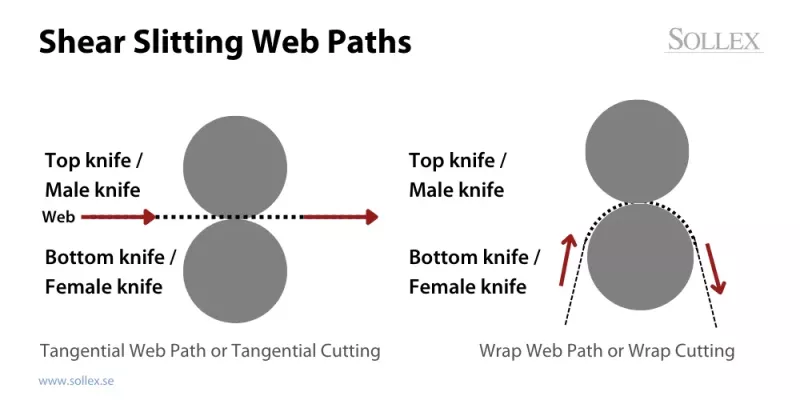
Le refendage par cisaillement offre deux options de trajectoire pour le refendage de rouleaux : le refendage tangentiel et le refendage par enroulement. Avec une coupe tangentielle, la bande ne touche que le point tangent supérieur de la lame inférieure. Les facteurs à prendre en compte dans le refendage tangentiel sont : le point de coupe, la tension de la bande, l'angle de cisaillement, le chevauchement des lames et le faux-rond dimensionnel. Dans le refendage par enroulement, la bande s'enroule autour de la lame inférieure. Certains produits ne s'enroulent pas et doivent être refendus tangentiellement.
Optimisation du rognage des bords grâce à l'alignement des biseaux dans le refendage par cisaillement
Dans le refendage par cisaillement, l'orientation du biseau de la lame supérieure est un facteur clé pour obtenir des rognages propres et stables. La méthode largement acceptée consiste à positionner le côté biseauté vers la bande à rogner, de manière à ce que le côté non biseauté soit face à la bande enroulée. Cette configuration minimise les contraintes transversales sur la bande et aide à préserver l'intégrité du bord de la bande, réduisant ainsi le risque de fracture ou de délamination. Le côté biseauté, quant à lui, exerce une force latérale sur la bande étroite à découper, qui doit être soigneusement gérée pour maintenir une qualité de découpe constante, en particulier à des vitesses élevées de la bande. Bien que certains transformateurs aient utilisé d'autres configurations avec le biseau tourné vers la bande, ces cas nécessitent un contrôle étroit de la tension de la bande et de l'alignement des lames afin d'éviter toute déformation des bords. En fin de compte, une orientation précise du biseau et une stabilité mécanique sont essentielles pour éviter d'endommager les bords de la bande et garantir une découpe précise sur une grande variété de matériaux.
Rainurage ou refente
Le refendage ou le broyage utilise une lame rotative pressée contre une enclume/un arbre de broyage. Le broyage utilise la force brute pour pousser une lame à travers les matériaux. En général, cette force est appliquée au moyen d'un porte-lame à commande pneumatique contre un rouleau d'enclume trempé et durci. L'efficacité et la qualité de la coupe peuvent être fortement influencées par le choix du rayon de la lame et de l'angle de coupe.
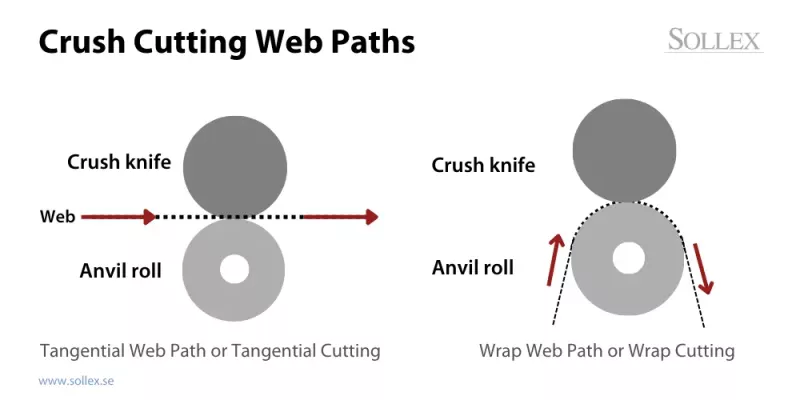
La coupe par écrasement est utilisée pour les matériaux très résistants tels que le caoutchouc, les abrasifs ou les stratifiés. Si le matériau est cassant, il y a une augmentation de la poussière, et si le matériau est élastique, les bords s'épaississent le long de la zone de coupe, ce qui nuit à l'enroulement. Cette méthode peut être utilisée sur une grande variété de matériaux, notamment les rubans, les textiles, le linoléum, le papier, les non-tissés, les mousses, le caoutchouc, etc. Certaines industries, comme la fabrication de papier abrasif, ne peuvent utiliser que cette méthode de découpe.
Découpe au rasoir
Le refendage à lame de rasoir utilise des lames de rasoir montées à un angle dans des supports individuels ou multiples dans des cassettes pour refendre la bande en mouvement. Le refendage à lame de rasoir présente de faibles coûts d'outillage, un réglage et un entretien simples. Il est généralement préférable pour les films minces et les feuilles légères. Utilisée principalement avec des matériaux légers et non abrasifs, cette méthode utilise une simple lame de rasoir dans l'air ou dans un rouleau rainuré. L'utilisation de supports oscillants, de nouveaux matériaux pour les lames, de revêtements et d'angles d'affûtage qui prolongent la durée de vie de la lame constituent les principales améliorations apportées à la technologie de refendage. Le principal problème est le frottement de la lame sur le matériau, qui génère de la chaleur et limite la vitesse de coupe maximale possible, ce qui est particulièrement perceptible lors de la coupe de films très abrasifs.
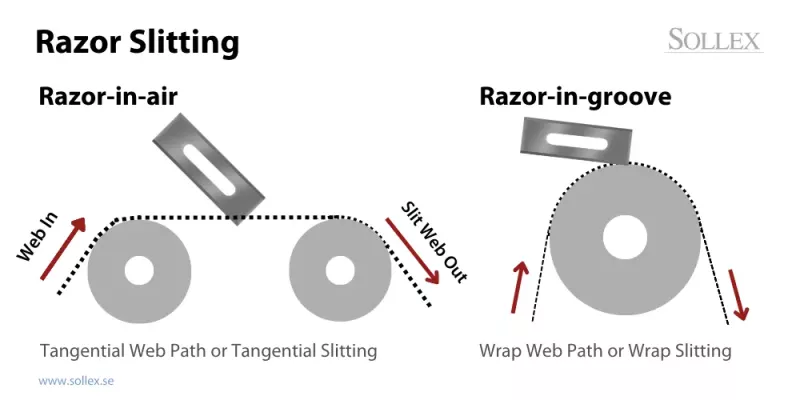
La méthode de refendage à lame dans l'air ne nécessite aucun support supplémentaire au niveau de la zone de refendage et est plus adaptée aux vitesses lentes. La méthode de refendage à lame dans une rainure utilise un rouleau rainuré qui fournit un support supplémentaire au point de refendage pour des vitesses de fonctionnement plus élevées.
Lames pour refendeuses industrielles
Des lames de refente de haute qualité pour la découpe de matériaux en rouleaux sont essentielles pour une production ininterrompue et un produit final de qualité. Chez Sollex, nous proposons une large gamme de lames de refente pour tous les types de découpe : refente au rasoir, découpe par écrasement et cisaillement.
Les lames industrielles Sollex sont disponibles dans les matériaux et revêtements suivants : acier à outils, acier inoxydable, acier au carbone, carbure de tungstène massif, revêtement en nitrure de titane T-TiN, revêtement Z-zero friction, revêtement céramique K, revêtement céramique intégral X. Sollex fabrique des couteaux à partir d'acier suédois et allemand de haute qualité. Outre l'acier, nous proposons également des couteaux en carbure de tungstène massif

Les lames de refendage en carbure de tungstène sont utilisées pour les applications lourdes, les matériaux flexibles épais, les films très abrasifs ou les films plastiques avec additifs. Un revêtement supplémentaire de l'arête de coupe est utilisé pour prolonger la durée de vie de la lame tout en réduisant la friction entre le matériau en bande et la lame de refendage. Les arêtes de coupe revêtues sont plus lisses et durent plus longtemps que les lames rugueuses non revêtues.
Lames de rasoir industrielles pour le refendage au rasoir
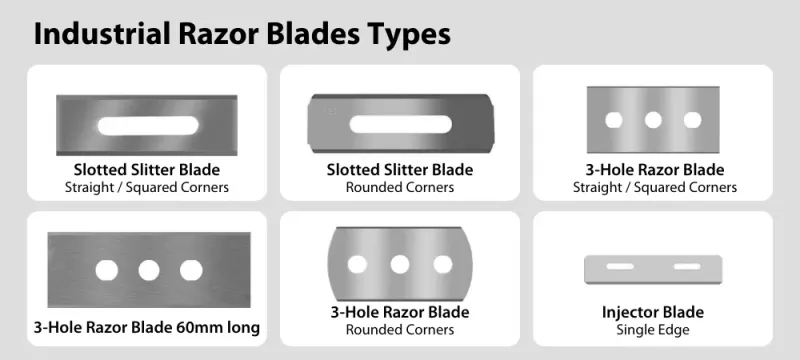
Nous proposons un assortiment de lames que vous ne trouverez nulle part ailleurs ! En matière de méthodes de refendage au rasoir, sollex.se propose une large gamme de lames de rasoir industrielles:
1. Lames de refente à fente. Elles sont disponibles avec des coins droits ou arrondis. L'épaisseur de ces lames de refente est de 0,40 mm et 0,20 mm. La taille standard des lames est de 57 x 19 x 0,40 mm.
2. Lames de rasoir industrielles à 3 trous. Ces lames de refente sont également disponibles avec des coins droits et arrondis.
3. Lames pour injecteurs. Il s'agit de petites lames industrielles, généralement de dimensions 38 x 8 x 0,25 mm. Elles sont dotées de 2 trous pour le montage dans la machine de refente.
Couteaux à coupe écrasée pour la coupe par écrasement
Les lames de coupe par écrasement sont des lames mécaniques utilisées pour la coupe par écrasement ou rainurage. Ces lames industrielles sont également appelées lames de broyage, lames perforantes, lames de coupe par écrasement, couteaux à rainurer/écraser, couteaux à rainurer, lames circulaires de rainurage/écrasement.
La clé de l'efficacité de la production et de la qualité du matériau coupé réside dans le choix du rayon et de l'angle de coupe appropriés pour la lame de coupe par écrasement. En règle générale, les couteaux à écraser avec un angle de 45 degrés (il existe 3 alternatives : 30°, 45°, 60°) et un rayon de 0,15 mm peuvent être considérés comme universels. Vous pourrez ensuite confirmer, sur la base de votre expérience pratique, quel rayon et quel angle de lame sont les mieux adaptés à votre cas. Si la durée de vie du couteau à coupe écrasante est trop courte, un rayon ou un angle plus grand peut être envisagé. Les couteaux à coupe écrasante sont disponibles en D2, HSS-M2 et carbure de tungstène. Nous fabriquons et fournissons des couteaux et des lames à coupe écrasante standard et sur mesure pour la plupart des applications.
Dimensions des lames de coupe
Diamètre extérieur | 50–140 mm |
Diamètre intérieur | 19–65 mm |
Épaisseur | 2.5–5.0 mm |
Angle de coupe standard | 30°, 45°, 60° |
Rayon de l'arête | 0.05 - 0.30mm |
Matériaux | D2, HSS-M2, carbure de tungstène |
Lames de cisaillement pour découpe par cisaillement
 Les lames de cisaillement peuvent être appelées couteaux de refendage supérieurs/inférieurs, lames de refendage circulaires, cisailles circulaires, couteaux de refendage rotatifs ou lames de cisaillement rotatives.
Les lames de cisaillement peuvent être appelées couteaux de refendage supérieurs/inférieurs, lames de refendage circulaires, cisailles circulaires, couteaux de refendage rotatifs ou lames de cisaillement rotatives.
Comme les lames de cisaille fonctionnent par paires, il y a deux lames : une lame circulaire supérieure (mâle) et une lame circulaire inférieure (femelle).
Les couteaux circulaires supérieurs peuvent être appelés lames de cisaille rotatives, couteaux de cisaillement supérieurs, couteaux de refendage, couteaux de refendage rotatifs, etc. Les couteaux supérieurs peuvent être de deux types, plats et bombés, et sont appelés couteaux circulaires plats supérieurs et couteaux circulaires bombés supérieurs / couteaux de refendage circulaires bombés.
Les couteaux inférieurs peuvent être appelés couteaux circulaires rainurés, couteaux circulaires femelles ou couteaux circulaires inférieurs. Il existe différents types de couteaux inférieurs femelles, tels que : les couteaux inférieurs à alésage simple, les couteaux inférieurs entraînés par moteur ou par bande, les couteaux inférieurs rainurés ou les couteaux inférieurs à rainures multiples.
Les couteaux de cisaillement Sollex sont couramment utilisés pour le refendage et la transformation du papier, des films plastiques et des feuilles, du caoutchouc et des textiles. Nous fournissons des lames de cisaille selon vos besoins et vos conceptions.
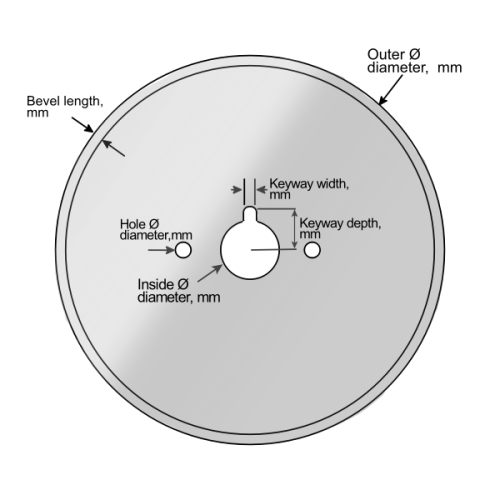
Dimensions des couteaux circulaires bombés
| Diamètre extérieur | 62–250 mm |
Diamètre intérieur | 40–140 mm |
Épaisseur | 0,6–4,0 mm |
Angle de coupe standard | 30° |
Angle de chanfrein intérieur standard | 5° |
Matériaux | D2, HSS-M2, carbure de tungstène |
Polissage | Ra standard 1,6 ou polissage miroir sur demande |
Revêtement de la lame | Sur demande |
Dimensions des couteaux circulaires à bout plat
Diamètre extérieur | 18–900 mm |
Diamètre intérieur | 20–140 mm |
Épaisseur | 0,3–10,0 mm |
Angle de coupe standard | 30° |
Matériaux | D2, HSS-M2, carbure de tungstène |
Polissage | Ra standard 1,6 ou polissage miroir sur demande |
Revêtement de la lame | Sur demande |
Nos lames de refendage de haute qualité sont reconnues dans l'industrie par une grande variété d'utilisateurs depuis plus de 98 ans. Contactez Sollex pour toute question ou conseil par e-mail à order@sollex.se ou appelez-nous, nous serons ravis de vous aider !
Sollex est un fournisseur suédois de couteaux de refendage industriels et de lames pour machines ! Nous proposons des produits de coupe à la pointe de la technologie et très performants qui améliorent les processus de fabrication et de transformation et résolvent les problèmes. Avec les couteaux et les lames adaptés, vous bénéficiez d'une maintenance simplifiée, d'un gain de temps et d'un produit final amélioré.
N'hésitez pas à nous contacter pour toute question:
Nom de la société: Sollex AB
Service clientèle et commandes: order@sollex.se
Téléphone: +4635–15 75 00
Adresse: Box 5161, 200 71, Malmö, Suède



 Sollex")